
22009<銅川>神悅鋼材有限公司
市場價格優(yōu)惠")
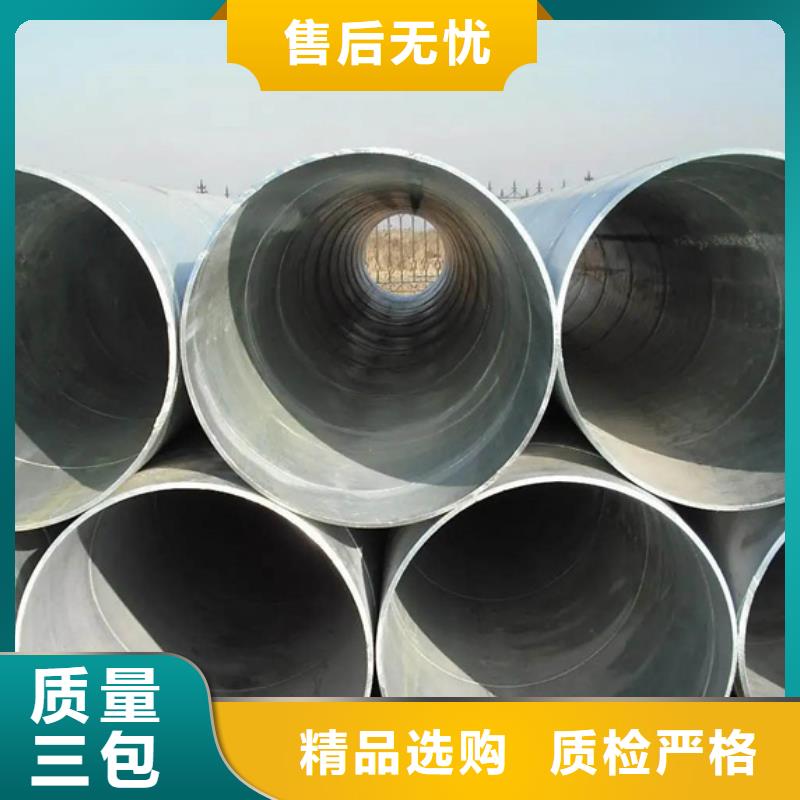
銅川大口徑螺旋管廠家金屬材料的工藝性能直接影響制造零件時所采用的加工工藝及產(chǎn)品加工質(zhì)量,也是選用材料時考慮的重要因素。鑄造性能金屬在鑄造生產(chǎn)中所表現(xiàn)的性能稱為金屬的鑄造性能,它是保證鑄件質(zhì)量的重要因素,主要包括:流動性、收縮性,偏析液態(tài)金屬充滿鑄型的能力。對外形復雜的細薄鑄件,要求有較高的流動性,否則,便不能充滿整個鑄型,使鑄件成為廢品。金屬的流動性主要與其化學成分和澆注溫度有關(guān)。例如共晶成或靠近共晶成分的合金,以及結(jié)晶溫度范圍窄的合金,都具有良好的流動性:鑄鐵中的磷能提高流動性,面硫則使流動性變壞。提高澆注溫度可改否流動性。收縮性液態(tài)金屬在凝固時,體積減小的現(xiàn)象,稱為收縮性。影響收縮性的主要因素是金屬的化學成分。由于收縮不僅影響尺寸,還有可能使鑄件產(chǎn)生孔,玻松,內(nèi)應力、變形及開裂等所以,用于鑄造的金屬,其收縮性越小越好。
4.銅川螺旋管整個生產(chǎn)線的所有設備都具有與計算機數(shù)據(jù)采集系統(tǒng)聯(lián)網(wǎng)的功能,以實現(xiàn)數(shù)據(jù)的實時傳輸,生產(chǎn)過程中的技術(shù)參數(shù)由中央控制室控制。 5.銅川螺旋管原料是盤管、導線和熔劑。進入前必須經(jīng)過嚴格的物理和化學檢驗。 6.銅川螺旋管剝?nèi)ヤ擃^尾對接接頭,采用單絲或雙絲埋弧焊,卷成鋼管后,自動進行埋弧焊修復焊接。 7.銅川螺旋管成形前,將帶鋼調(diào)平,修整,刨平,表面清潔,運輸和預彎曲。 8.銅川螺旋管用電接觸壓力計控制輸送機兩側(cè)的壓力,以確保鋼帶的順利運輸。 9.銅川螺旋管采用外部控制或內(nèi)部控制輥形。 10.銅川螺旋管采用焊接控制裝置,確保焊縫滿足焊接要求,嚴格控制管道直徑、位錯和焊縫。 11.銅川螺旋管為了獲得穩(wěn)定的焊接質(zhì)量,美國的林肯焊機采用單絲或雙絲埋弧焊進行內(nèi)焊和外焊。
市場價格優(yōu)惠")
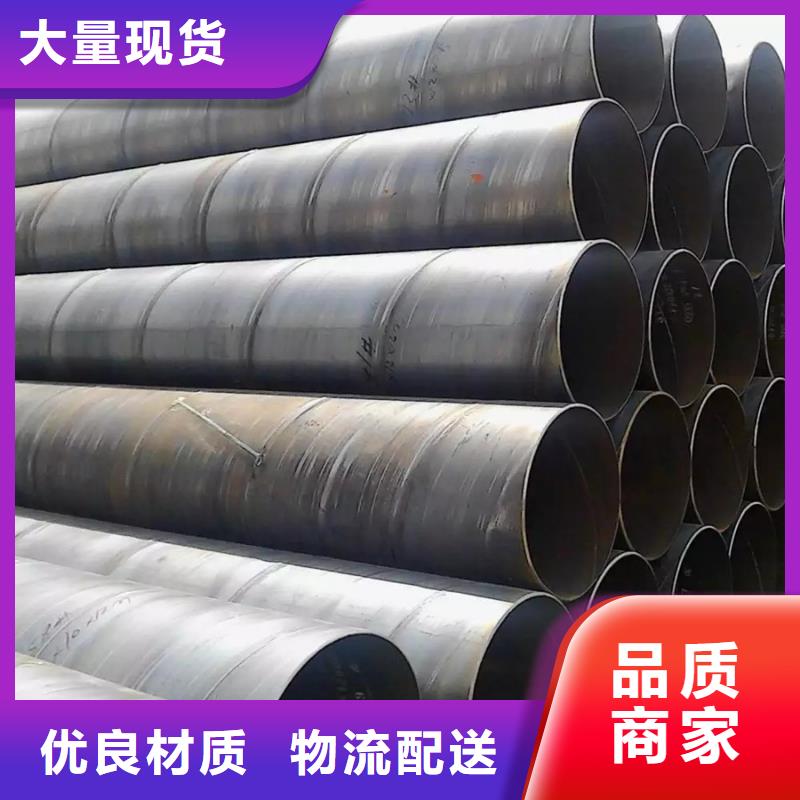
為了進一步優(yōu)化通用設計方案,銅川Q345B螺旋管廠家統(tǒng)一組織開展了大小口徑螺旋鋼管通用設計調(diào)研工作。征求各網(wǎng)省公司基建生產(chǎn)部門。相關(guān)設計單位和大小口徑螺旋鋼管加工企業(yè)的意見,對現(xiàn)有方案進行補充、完善和優(yōu)化本次調(diào)研采取書面調(diào)研方式。 銅川Q345B螺旋管雙面埋弧焊接工藝指的是在生產(chǎn)螺旋鋼管過造成所才用到制造加工工藝。首先將帶鋼送入焊管機組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。螺旋縫雙面埋弧焊鋼管是通過成型機將原料帶鋼螺旋成型,通過內(nèi)外埋弧焊接,從而生產(chǎn)出不同規(guī)格的螺旋焊管。螺旋縫雙面埋弧焊鋼管生產(chǎn)工藝簡單、大中口徑焊管生產(chǎn)成本相對比較低,具有低成本運行優(yōu)勢,在中大口徑低壓輸水管、熱力管和打樁管等市場具有價格優(yōu)勢。螺旋縫雙面埋弧焊鋼管特點及其標準分類:低壓流體輸送用螺旋縫雙面埋弧焊鋼管 (SY/T5037-2018)雙面埋弧焊管的垛與垛之間應留有一定的通道,檢查道的寬度一般在0.5m左右,出入通道的寬度根據(jù)材料大小和運輸機械而定,一般在1.5到2m。雙面埋弧焊管采用雙面埋弧螺旋焊接技術(shù),將窄帶(板)卷連續(xù)焊接而成的鋼管。