



<銅川>神悅鋼材有限公司94020
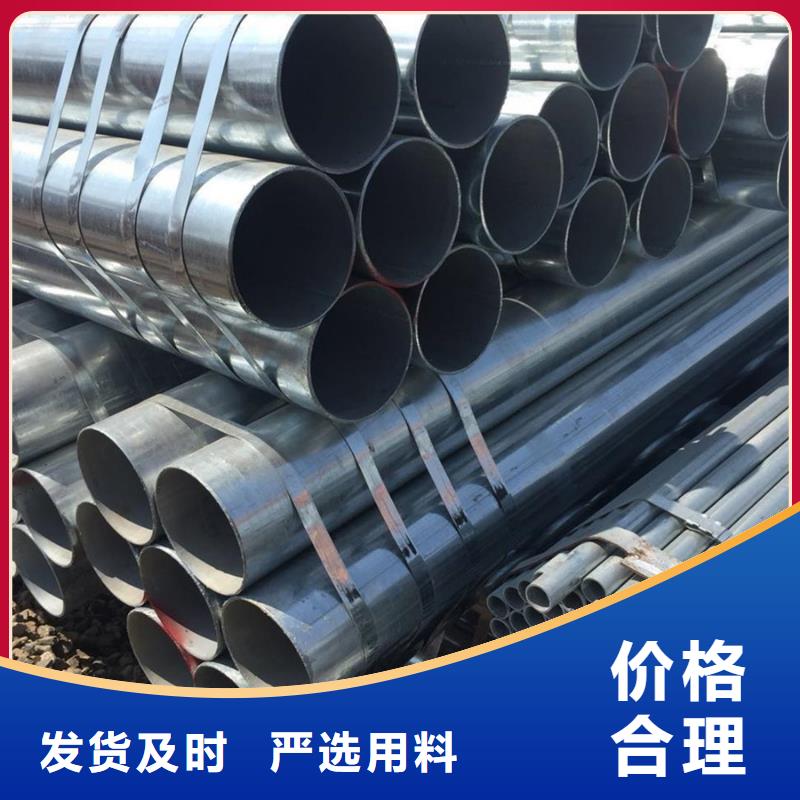
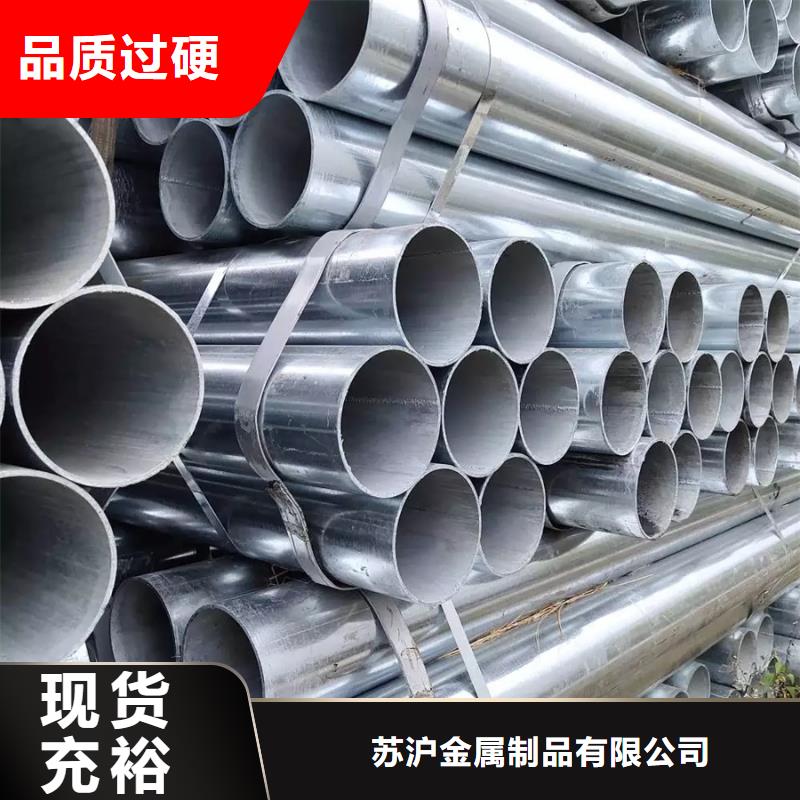
銅川熱鍍鋅方矩管也是各種戰略武器不可缺少的原材料。氣瓶等都需要無縫鋼管制造。鍍鋅方管按截面積的不同可分為圓鋼管和異型鋼。 由于在相同直徑標準下圓形面積較大,因此環形管可以輸送大量液體。 此外,當圓形截面承受內部或外部軸向工作壓力時,承受力比較均勻。 因此,大多數無縫鋼管是圓鋼管。 采用銅川鍍鋅管自動焊接技術,替代單人電焊,獲得電焊加速、均勻化的效果。雖然采購價格比較貴,但可以在不改變直徑的管道上積極焊接,并且在嚴格按照既定的穩定速度進行電焊時,提供了穩定均勻的電焊效果。可調特性使該主動機也可用于大口徑變徑鋼管,并可調節不同等級和金相分析常用管材的焊接時鐘頻率。
銅川鍍鋅管直徑規格、內徑規格和規格要用游標卡尺準確準確地測量; 應使用準確準確地測量電氣隔離;長短規格應用卷尺準確準確地測量。的壁厚是用專業的千分尺測量的。以上就是的質量檢驗方法。為了更好地檢測的附著力,焊接鋼管在室溫下進行冷拔試驗。 折彎方向為90,折彎半徑以產品的折彎半徑為準,電焊位于折彎角內側。 折彎后,觀察電焊處是否有裂紋。 紹在實際應用中,我們可以使用銅川鍍鋅方管來輸送各種低壓流體。 鍍鋅方管生產后需要進行水壓、彎曲、壓扁等試驗,對其表面質量有一定的要求。 同時,鍍鋅方管的長度和直徑也應滿足實際應用要求。 按壁厚不同可分為普通鋼管和加厚鋼管。其中,常見的埋弧焊直縫鋼管采用埋弧焊技術,采用填充焊和顆粒保護焊劑埋弧焊。生產直徑可達1500毫米。 埋弧焊直縫鋼管的生產工藝包括成型技術和線圈成型埋弧焊技術。也就是說,隨著生產水平的不斷提高,各種鍍鋅方管的生產質量和工藝水平也得到了提高。 那么接受的具體步驟是什么?

銅川鍍鋅管件調質后,視角仍然偏高,二次淬火測量需要提高20~50℃。否則,視角將難以上升。銅川鍍鋅方管件經過超低溫淬火后,簡單的設計已經被油凍住了,而且很容易被水凍住。方法是避免反映其三種淬火延展性。對于淬火和快速冷卻后的工件,在不需要時應進行去應力處理。 反映調質工件的質量,操作人員的水平是關鍵因素,調質前的設備、材料、生產加工等多方面原因。 我們認為,工件從熱處理爐遷移到冷凍罐正在進行快速湍流,工件進水量的測量已經下降到Ar3零邊界點以下,導致產生所有人員,工件丟失 熱處理結構不完整,滿足無視角要求。由于整個機械冰凍液的獨特開發,各大手游大作都會以冷時為主。裝爐工件數量要合理,以1~2層為宜。工件的重疊會導致加熱不均勻,導致視角不均勻。工件應放置在離水一定距離的位置,工件應靠近水汽膜進行分解,導致工件的面對面視角降低。


銅川鍍鋅管回彈補償階段:扇形塊在階段2的位置開始進一步減速,直至到達要求的位置,即工藝設計要求的回彈前鋼管的內圓周位置。 穩壓階段:在扇形塊彈回之前,鋼管內圓周保持靜止一段時間,是設備和擴徑過程所需的穩壓階段。 卸荷回退階段:扇形塊在回彈前從鋼管內圓周開始快速回縮,直至到達初始膨脹位置,即膨脹過程所需扇形塊的小收縮直徑。 在實際應用中,在工藝簡化時,可以將步驟2和步驟3合并簡化,對鋼管擴管質量沒有影響。 在國內,能生產X120直縫鍍鋅方管的寶鋼、太鋼在擴管時均采用了上述五段機械擴管技術。 設計制造各種規格型號的銅川鍍鋅方管模具,使產品形成系列化,在行業內享有較高的聲譽。 今天鍍鋅方管廠家教你如何提高鋼管的使用壽命:在鋼基材上涂敷是常用的方法,也是各種方法中效果 的一種。鍍鋅大大增加了鋼材的耐腐蝕性能,也增加了熱鍍鋅方管、熱鍍鋅角鋼等產品的銷量。