

聯系我們

高精度絎磨管來電咨詢絎磨管
更新時間:2025-01-30 04:20:14 瀏覽次數:7 公司名稱: 九冶管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6500/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20#無縫鋼管 |
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領域 | 油缸機械加工 |
| 是否進口 | 否 |



遼寧鐵嶺高精度絎磨管來電咨詢絎磨管 <鐵嶺>九冶管業有限公司
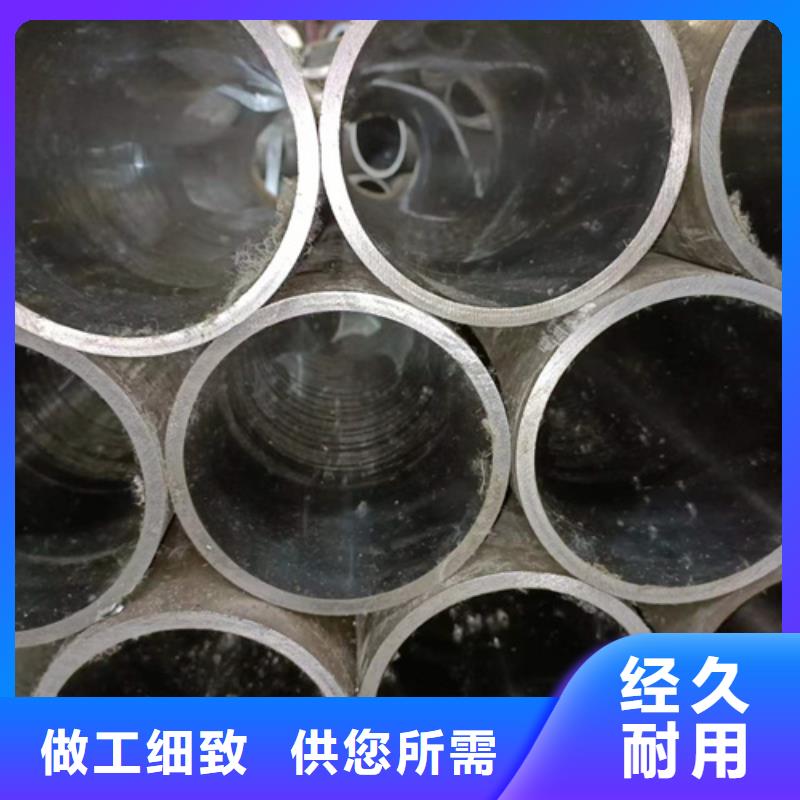
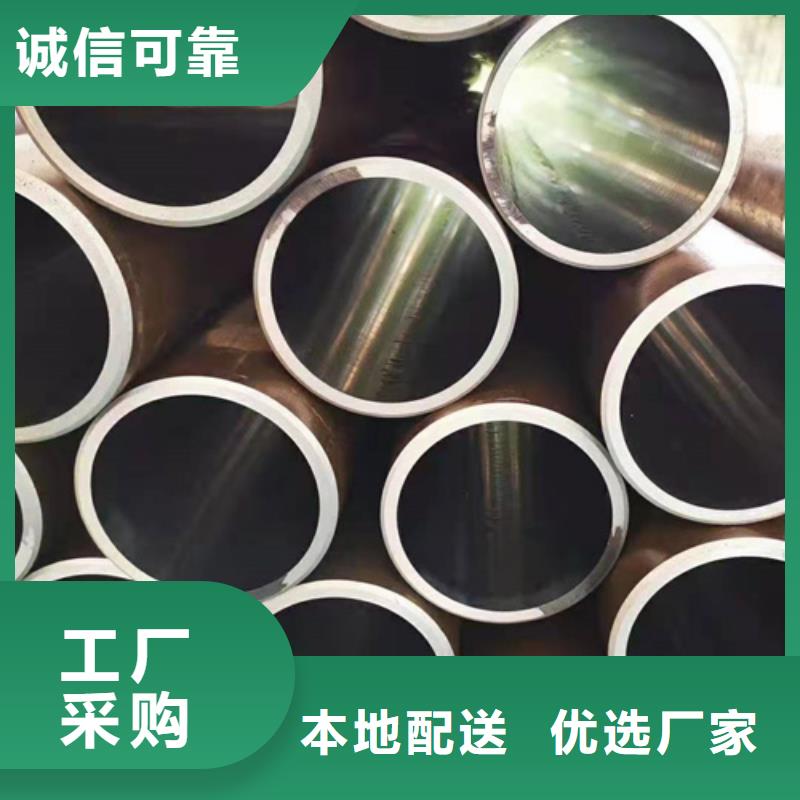
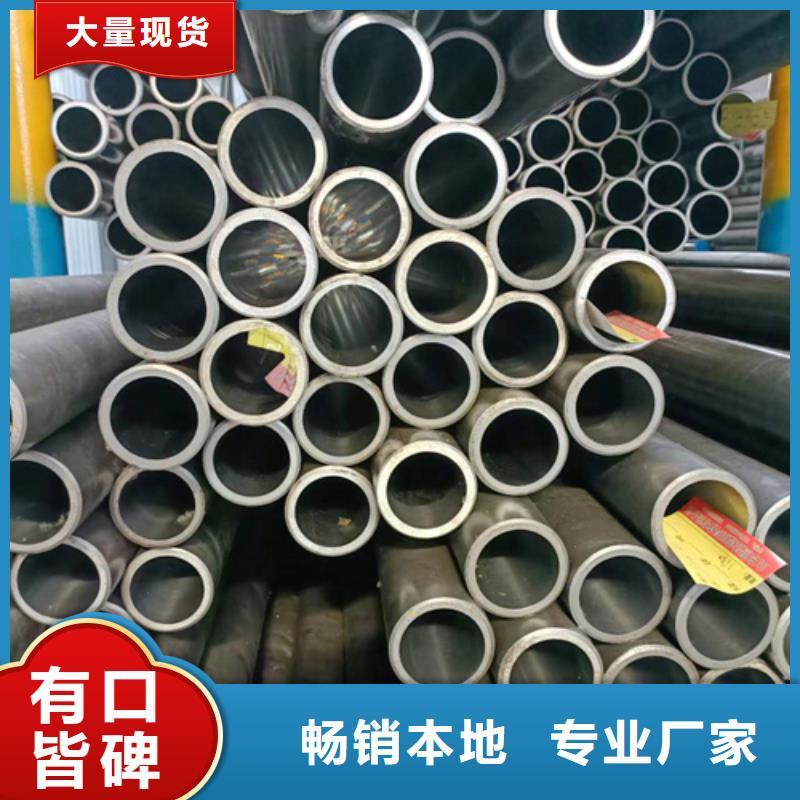
加工精度高,主要是一些中小型的光通孔,其圓柱度可達 0.001mm以內。一些壁厚不均勻的零件,其圓度能達 0.002mm。對于大孔,圓度也可達 0.005mm,珩磨比磨削加工精度高。了解一下珩磨管的滾壓要求及拆卸順序在拆卸液壓油缸之前,應使得液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。拆卸珩磨管時要按順序進行。由于不同液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋,拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用工具,禁止使用扁鏟,對于法蘭式端蓋要用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿很難抽出時,不可強行打出,應先查明原因再進行拆卸。

珩磨油缸管有些變化是對外部電源的需要,但也要付出代價。當傳統的道路已經行不通了,企業迫切需要尋找新的發展路徑,當沒有什么比“倒逼機制”更有效得多。“要規模”是在新的常態,倒逼企業經濟發展方式,顛覆思維和生產組織的傳統模式,不斷求新求變,不斷追求超越自我的突破,只有這樣,才能實現可持續發展。珩磨油缸管余勇深有感觸地說,珩磨油缸管改革前的“陣痛”,但蝴蝶成長的煩惱。涅槃是一種痛苦鳳凰浴火重生,只要我們看看它與發展的角度來看,把它和使用改革,將能夠成功地找到解決“陣痛”食譜。在整個“關閉”,中國珩磨油缸管業將在更廣闊的發展空間,迎來。珩磨管
<鐵嶺>九冶管業有限公司 遼寧鐵嶺高精度絎磨管來電咨詢絎磨管 <鐵嶺>九冶管業有限公司珩磨管加工特點一、加工精度高一些中小型的通孔,其圓柱度可達0.001mm 以內。一些壁厚不均勻的零件,如連桿,其圓度能達到0.002mm。對于大孔,圓度也可達0.005mm,如果沒有環槽或徑向孔等,直線度達到0.01mm/1m以內也是有可能的。珩磨比磨削加工精度高,因為磨削時支撐砂輪的軸承位于被珩孔之外,會產生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形狀精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面與軸線的垂直度。二、表面質量好表面為交叉網紋,有利于潤滑油的存儲及油膜的保持。有較高的表面支承率(孔與軸的實際接觸面積與兩者之間配合面積之比),因而能承受較大載荷,耐磨損,從而提高了產品的使用壽命。珩磨速度低(是磨削速度的幾十分之一),且油石與孔是面接觸,因此每一個磨粒的平均磨削壓力小,這樣珩磨時,工件的發熱量很小,工件表面幾乎無熱損傷和變質層,變形小。珩磨加工面幾乎無嵌砂和擠壓硬質層。
