服務(wù)熱線:15206598805

您可能對(duì)鐵嶺本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-20 00:22:46 瀏覽次數(shù):4 公司名稱(chēng):聊城 鵬瑞管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 88/米 |
| 發(fā)貨期限 | 1天內(nèi) |
| 供貨總量 | 999999 |
| 運(yùn)費(fèi)說(shuō)明 | 電議最低 |
| 最小起訂 | 1支 |
| 質(zhì)量等級(jí) | 合格品 |
| 是否廠家 | 廠家 |
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
| 產(chǎn)品品牌 | 鵬瑞 |
| 產(chǎn)品規(guī)格 | DN100-2600 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | DN100-2600 |
| 可售賣(mài)地 | 全國(guó)發(fā)貨 |
| 產(chǎn)品重量 | 噸 |
| 產(chǎn)品顏色 | 黑色等 |
| 質(zhì)保時(shí)間 | 1年 |
| 適用領(lǐng)域 | 市政工地供水排水等 |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 國(guó)標(biāo) |


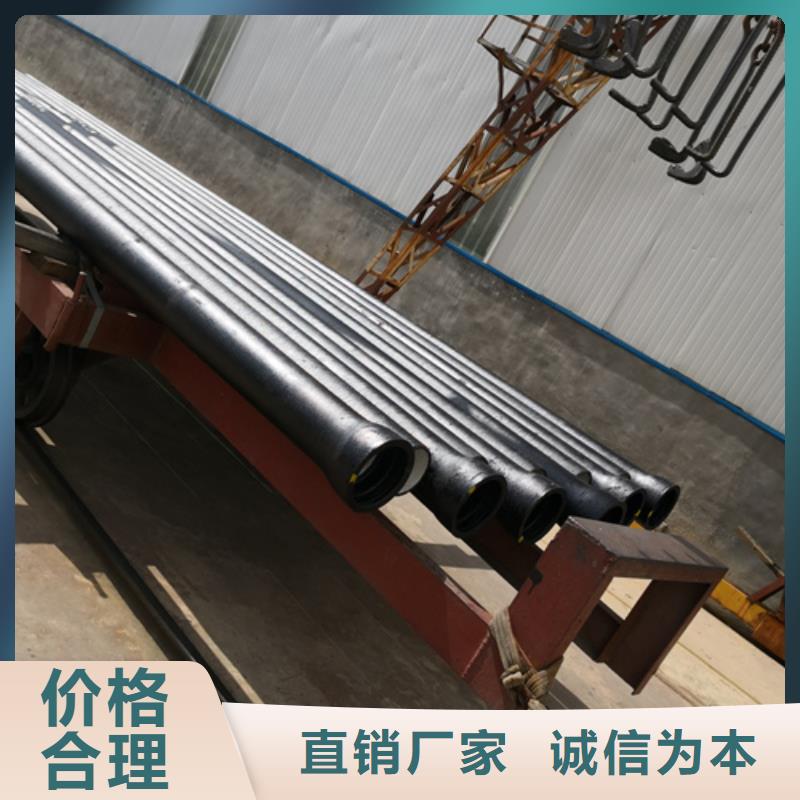

山東鵬瑞管業(yè)球墨鑄鐵管和機(jī)制鑄鐵管的材質(zhì)均為鑄鐵,由于給水球墨鑄鐵管需要承受壓力,常用球鐵,面包鐵,而機(jī)制鑄鐵管一般采用HPT200HT250灰鑄鐵。球墨鑄鐵管都采用離心澆筑,鐵管外表光滑,如是承插式球墨鑄鐵管,則承口較深,管壁也較厚,單根管長(zhǎng)度為6米。機(jī)制鑄鐵管有些采用立模澆注,或小型離心澆注機(jī)鑄造,鐵管外表較粗糙,單根管長(zhǎng)度為3米,承口較淺,管壁較薄,出廠前都必須按規(guī)范進(jìn)行水壓試驗(yàn),合格后方可出廠,機(jī)制...球墨鑄鐵管和機(jī)制鑄鐵管的材質(zhì)均為鑄鐵,由于給水球墨鑄鐵管需要承受壓力,常用球鐵,面包鐵,而機(jī)制鑄鐵管一般采用HPT200HT250灰鑄鐵。球墨鑄鐵管都采用離心澆筑,鐵管外表光滑,如是承插式球墨鑄鐵管,則承口較深,管壁也較厚,單根管長(zhǎng)度為6米。山東鵬瑞管業(yè)機(jī)制鑄鐵管有些采用立模澆注,或小型離心澆注機(jī)鑄造,鐵管外表較粗糙,單根管長(zhǎng)度為3米,承口較淺,管壁較薄,出廠前都必須按規(guī)范進(jìn)行水壓試驗(yàn),合格后方可出廠,機(jī)制鑄鐵管只作外觀檢查和敲一敲聽(tīng)音檢查,無(wú)氣孔,裂縫和破損音響為合格。
<鐵嶺>鵬瑞管業(yè)有限公司 鐵嶺k9DN250球墨鑄鐵管廠家圖片氣密性檢測(cè)是球墨鑄鐵管生產(chǎn)和使用過(guò)程中必不可少的工序,是保證產(chǎn)品質(zhì)量,生產(chǎn)的重要工序氣體泄漏的檢測(cè)包括有毒氣體的泄漏檢測(cè)、可燃?xì)怏w的泄漏檢測(cè)以及氣密性檢測(cè)。前兩者多半可以通過(guò)化學(xué)傳感器的方法來(lái)進(jìn)行檢測(cè) 通常是在元件或系統(tǒng)使用過(guò)程中進(jìn)行檢測(cè)。如果有合適的傳感器 其方法相對(duì)簡(jiǎn)單。本文中介紹的氣密性檢測(cè) 一般是在元件或系統(tǒng)制造過(guò)程中進(jìn)行檢測(cè),通常需要定量檢測(cè) 而且要求快速、大量地在生產(chǎn)現(xiàn)場(chǎng)進(jìn)行。青島球墨鑄鐵管道采用180度素砼壁護(hù)。氣密性檢測(cè)需要在鑄鐵管上覆土,如果出現(xiàn)滲漏,又需要將土清理,破素砼等繁瑣工作,這樣不可避免的要影響工程進(jìn)度,在常見(jiàn)的項(xiàng)目實(shí)施方法中,我們一般采取以下方式進(jìn)行球墨鑄鐵管的氣密性檢查:氣密性檢測(cè)的常用方法有氣泡法,涂抹法,化學(xué)氣體示蹤檢漏法,壓力變化法,流量法,超聲波法等等。傳統(tǒng)的檢測(cè)泄漏方法多采用氣泡法和涂抹法。氣泡法是將工件浸入水中,充入壓縮空氣,然后在一定時(shí)間內(nèi)收集從中泄漏出來(lái)的氣泡以測(cè)出泄漏量。涂抹法是在內(nèi)部充有一定氣壓的工件表面涂抹肥皂水一類(lèi)的易產(chǎn)生氣泡的液體,觀察產(chǎn)生氣泡的情況以檢測(cè)泄漏量的大小。這兩種方法操作簡(jiǎn)單,能直接觀察到泄漏的部位和泄漏情況,但由于事先不知道工件泄漏的部位和幾處泄漏,難以收集全氣泡,影響測(cè)量的準(zhǔn)確性;其次,對(duì)于體積大、笨重、外表面復(fù)雜的零件,氣泡附著于零件底部和褶皺處而不易觀察;測(cè)試完后需要對(duì)工件進(jìn)行清掃干燥處理,無(wú)法實(shí)現(xiàn)自動(dòng)、定量測(cè)漏。

高Ca的孕育劑,如CaSi,兼有脫硫脫氧和防白口及增加石墨核的作用,在二十世紀(jì)五、六十年代多有使用,后來(lái)由于焦碳和鐵液質(zhì)量的改善,CaSi已很少單獨(dú)使用,偶見(jiàn)于與FeSi或FeSiRE復(fù)合使用。碳硅孕育劑中的碳(石墨)使這種孕育劑有十分的防止白口能力。對(duì)由高溫鐵液生產(chǎn)邊角多、壁厚較薄的灰鐵件時(shí),較為適用。水壓薄壁件,有防滲漏要求時(shí),亦可作為選項(xiàng)。球鐵生產(chǎn)中,碳硅孕育劑不應(yīng)使用。出鐵槽大劑量孕育由各種形式的后孕育所替代是孕育方法發(fā)展的大趨勢(shì)。后孕育要講究孕育劑的粒度大小和粒度均勻性,特別是包口隨流孕育和澆注流噴射孕育時(shí),粒度偏大,熔吸不良將在鑄件中產(chǎn)生硬點(diǎn)、晶間夾雜物等缺陷。當(dāng)采用孕育劑時(shí),切忌孕育過(guò)量、以防縮孔、氣孔和石墨偏聚現(xiàn)象的發(fā)生。型內(nèi)孕育有多種方法,目前大多采用的是將塊狀孕育劑放在直澆道底部進(jìn)行過(guò)流孕育,這種方法抓住了孕育的形核峰機(jī),理論上可獲得的孕育效果。5.合金化鑄鐵常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以鐵合金形式加入,Cu、Ni、Sb、Sn以金屬形式加入,V、Ti以鐵合金或VTi生鐵形式加入。加入時(shí)機(jī)在爐后(沖天爐)、爐內(nèi)(感應(yīng)爐)還是爐前,需視它們的熔點(diǎn)、氧化性和密度等而定。為了便于高熔點(diǎn)鐵合金的熔吸,除控制粒度外,采用發(fā)熱合金劑或喂絲加入法是比較理想的措施。實(shí)踐表明,將一部分FeMn、FeCr與硅系孕育劑一起加入,對(duì)孕育有加權(quán)作用。在可能的情況下,推遲低合金化元素的加入時(shí)機(jī),對(duì)性能影響有利。鵬瑞球墨鑄鐵管