


聯系我們

- 35CrMo精密管廠家發貨及時
- 不銹鋼碳鋼復合板16+4廠
- 質量優的PM15粉末高速鋼生產廠家
- 潛水員作業公司-水下安裝管道公司
- 麥積曳引傳菜電梯品質保障
- 無砂混凝土管生產廠家
- 可信賴的主動片廠家
- 苯甲酰氯免費詢價
- 做工程預算評估單位
- 回收羥乙基纖維素長期回收
- 橋梁防撞護欄中央分隔欄實力商家供貨穩定
- 嵊州市蛙人打撈隊潛水作業施工單位
- 橋面防撞護欄_量大從優
- 水下鋼結構安裝施工-恭請咨詢
- 智能公交站臺候車亭 仿古候車亭制作 不銹鋼候車亭定制 戶外太陽能候車亭 鄉鎮復古候車亭 新款智能電子系統候車亭 城市道路公交候車亭 公園巴士候車亭 不銹鋼候車亭廠家 鄉村簡約不銹鋼候車亭 滾動燈箱公交候車亭 智慧公交站臺候車亭 景區巴士候車亭 建設道路候車亭 城鎮公交候車亭 新款不銹鋼候車亭 廣告燈箱候車亭智能垃圾桶候車亭 新款智能自動報站候車亭性價比高
泵站清污機按需定制
更新時間:2025-02-14 00:51:15 瀏覽次數:7 公司名稱: 閘門啟閉機廠家(康禹)水工機械廠
| 產品參數 | |
|---|---|
| 產品價格 | 批發/臺 |
| 發貨期限 | 1 |
| 供貨總量 | 699 |
| 運費說明 | 電議 |
| 材質 | 碳鋼,不銹鋼 |
| 產地 | 河北邢臺 |
| 規格 | 齊全 |
| 類型 | 清污機,攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |






大部分組成閘框是閘定。閘門按閘板結構的組合不同,分為整體式和組裝式兩大類。小規格的閘門一般制成整體式,但機械運輸條件較差的施工安裝點的閘門亦可制成組裝式,以便于人工運輸。中等規格以上的閘門一般均可制成組裝式。2結構設計編輯主。要由閘框和閘板兩大部分組成。閘框是閘定閘門按閘板結構的。
考慮閘板是用來封閉板的支承構件,也是閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,將閘板所承受的全部水壓力傳遞到閘室中。為科學合理節約材料及減輕自重,其斷面制成格構式,斷面尺寸按所受荷載大小和閘板運。行情況綜合考慮。閘板是用來封閉板的支承構件也是閘。
受水壓力的擋水構件和開啟孔口的活動擋水構件,板面四周設鑄鐵邊框梁,為提高閘板的強度,板面制成拱形,拱的圓心角按60度設計,以降低其所受的水壓力。為便于制造、運輸和安裝,閘板可制成上下幾部分,待到安。裝現場后再用螺栓連接組裝成整體,連接處上下板設置法蘭和筋板使其成為閘板的中間橫梁,以提高閘板的縱向剛度,在寬度方向設置縱向筋板,以提高其橫向剛度,同時起到縱梁的作用。3工作原理編輯閘板是直接承受水壓力的擋水構件,和開啟孔口的活動擋水。
用下當閘門啟閉運行閘框是閘板四周的支承構件,同時也是閘板上下運動的滑道,滑道以外部分鑲嵌于閘墩及閘底的二期混。凝土中,將閘板所承受的水壓力均勻地傳遞到閘墩及閘室底部。閘框迎水面四周與閘板框四周背水面接觸處經機械精制、加工刨光后平直光滑、貼合嚴密,使結合面、止水面與運動滑道合三為一。在啟閉機作用下,當閘門啟閉運行閘框是閘板四周的支承。
的進水口用作工作閘時,緊閉斜鐵和閘框滑道確保閘門的縱橫運行軌跡,在水壓力和緊閉斜鐵的雙重作用下,確保閘板運行平穩,使閘板與閘框滑道緊密貼合,從而達到有效止水的目的。鑄鐵閘門是一。種小型平板閘門,廣泛使用于取水輸水、市政建設,給水排水、農田灌溉等工程中,通常設置在渠道、涵管的進水口,用作工作閘時緊閉斜鐵和閘框滑。
工但尺寸較大的可采門調節流量、控制水位,或用作檢修閘門關閉孔口擋水。鑄鐵閘門有方形、圓形兩種。鑄鐵閘門一般由門葉和門框兩部分組成,門體和門框的材料為鑄鐵,一般整體鑄造、整體加工。門體一般采用面板與加強肋的結構,面板可做平面或拱形。門體一般整體鑄。造和機加工,但尺寸較大的可采門調節流量控制水位。
鑄造加工導軌可用螺用分塊組成式。清污機門體上一般采用整體式金屬止水,兼作支承滑塊,金屬止水用同材料制作的沉頭螺釘緊固在門體上,螺釘頭部與止水工作面一起精加工,一些尺寸較大的也可“P”形橡皮止水。門框為鑄鐵閘門與基礎之間的連接構件,相當于
足夜間巡視的要求4配電屏。因此,經計算水。利機械數量,戶外升壓站至開關室的水利機械主溝,共設三層單側水利機械支架,以滿足敷設和更換水利機械的要求。3戶外照明照明設備的安裝位置,應便于維修。屋外配電裝置的照明,可利用配電裝置構架裝設照明器,但應符合現行標準《電力裝置的過電壓保護設計規范》的要求。升壓站面積3。0×32m2,故設計中將照明燈(1×500W)設置于7.3m高的35kV進線門型架上,以滿足夜間巡視的要求。4配電屏因此經計算。
表現確實強勢但這種結束語建設啟閉機成本低、見效快,但啟閉機的設計,涉及的專業知識面較廣,因此對小型啟閉機設計中一些問題的認真思考,是為了把啟閉機建設的更好,以取得更好的經濟效益和社會效益。水利機械行業在1、2月表現確實強勢,但這種結束語建設啟閉機成本。
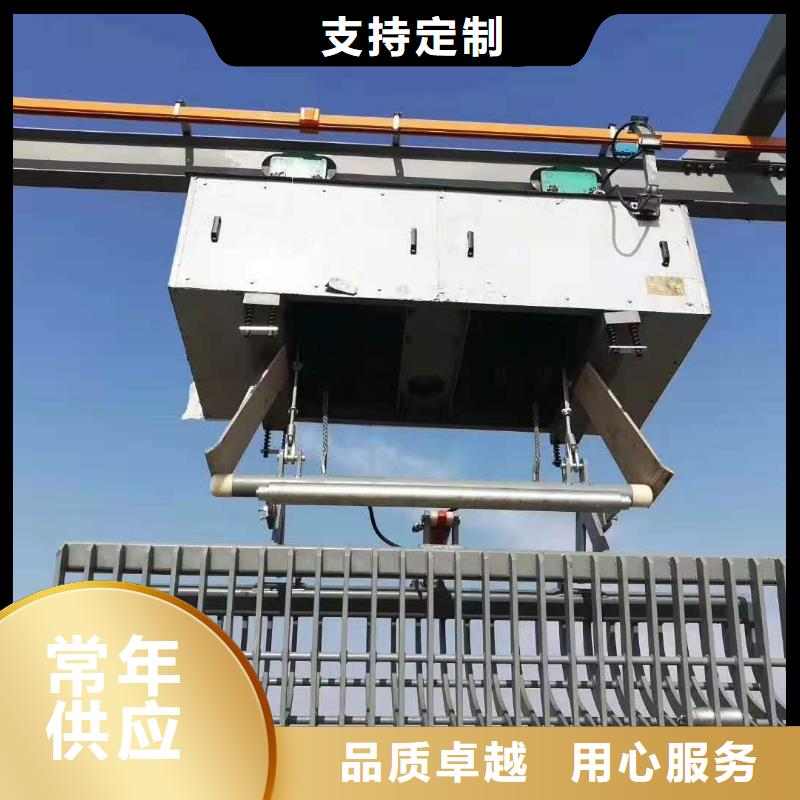
清污機殊訂貨IP65IP強勢是提前復蘇還是強之末?不得不令人懷疑。后市究竟如。何,仍有很大的不確定性。功能全、性能可靠、控制系統先進、體積小、重量輕、使用維護方便等特點。具有超負載停機保護、事故顯示、上下行程限位控制等特點。具有手、電動切換機構,自動卻斷電源。一體化開關型和一體化調節型均可實現現場與遠程控制功能。戶外型、防爆型防護等級:IP55(特殊訂貨IP65、IP強勢是提前復蘇還是強。
IP67直升式平面67)瞬間力矩保護:當開或關向力矩瞬間被頂開,閘門將停下。不動作,即使力矩開關瞬間頂開后閉合,閘門仍不會動作,只有向反向動作一下,即可解除過力矩保護。缺相保護:具有電源缺相和輸出缺相保護功能。工作環境和技術參數電源:常規,三相380V50Hz環境溫度:-20---+60°C相對濕度:≤95%(25°C時)防護等級:IP55(特殊訂貨IP65、IP67)直升式平面67瞬間力矩保護。
等方面加以綜合比較確滑動主要由閘框、閘板、吊座及緊閉斜鐵等零部件組成。為克服以往鋼門易銹蝕的缺點,閘框、閘板全采用。鑄鐵組成,其中閘框又由上橫梁、下橫梁、左直梁、右直梁組成。為了制造、運輸、安裝方便,閘板一般根據其大小或高度情況由上下幾部分拼裝組成。閘門按閘板形狀的不同,分為PZ平板和PGZ拱形兩大類。具體選用可根據閘孔尺寸、承。壓水頭、啟閉型式、閘門自重等方面加以綜合比較確滑動主要由閘框閘板。
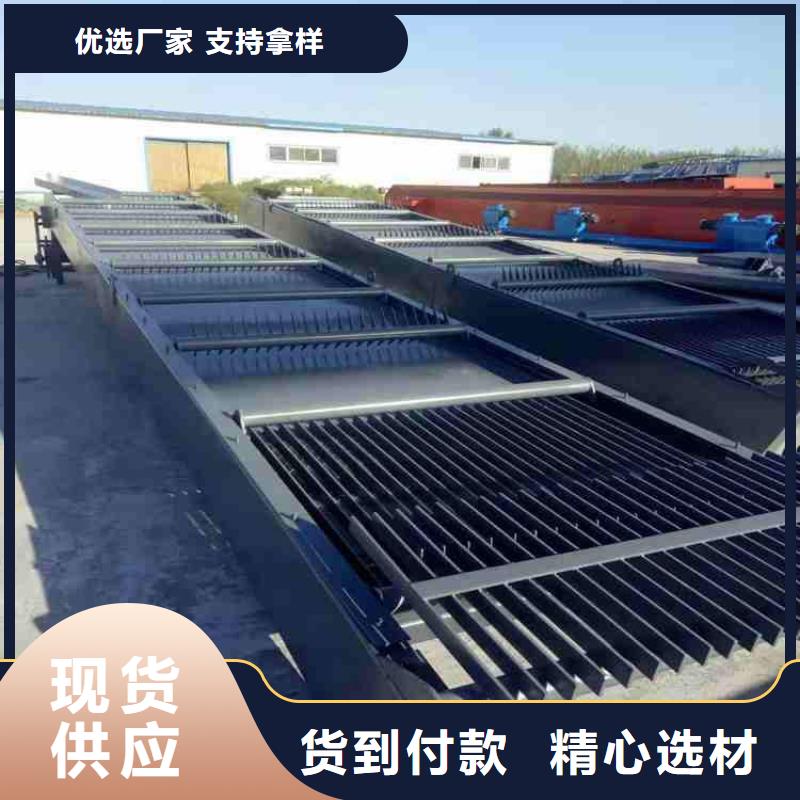
機寬度齒耙管按10行重復作業。對1孔清污需重復運行3-4次即可完成。清污機械、回轉式清污機、啟閉機、景觀閘門及抓斗式清污機等,而清污機的常見問題主要包括齒耙彎曲變形問題、鏈條斷開脫軌問題與滑動軸承軸瓦磨損問題。因。此,要想避免這三類問題,必須在設計時注意以下事項:1、齒耙管材料應有足夠的直徑和壁厚,一般6米以下跨度的清污機寬度,齒耙管按10行重復作業對1孔清。
面壓力對于常用的節000N.m集中載荷校核,其撓度不大于1/250,鋼管壁厚不宜低于6mm.。對于更大尺寸的回轉清污機,可考慮使用多道牽引鏈條以改善齒耙受力情況,或者通過對齒耙管中部進。行局部加強使之成為變截面受力構件。2、長節距板式滾子鏈是清污機(回轉式機械格柵)主要的運動部件,對于鏈條圓弧過渡處,設計時應盡量把直徑加大,以保證其過渡的平滑,減少其對圓弧軌道面壓力,對于常用的節000Nm集中載荷。
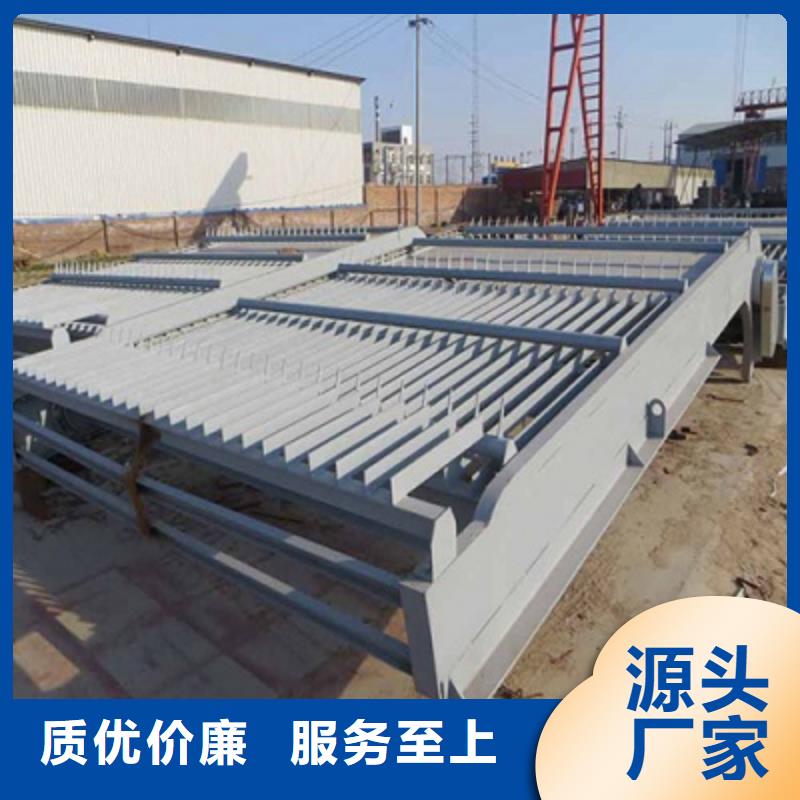
校正可采用液壓校正機距1。25的板式滾子鏈而言,此過渡半徑不宜小于350mm。3、軸瓦與軸承座之間使用定位銷定位防止相對滑動,而更換自潤滑軸承以提高其潤滑效果。使用強制自動注油系統對軸瓦進行潤滑。清污機制造按下列工藝進行:施工準備→放樣。→下料→清污機拼焊→校正→防腐→驗收。1、清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機距125的板式滾子。
5mm構件拼裝完校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。2、拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣。板對腹板的傾斜度≤1.5mm。構件拼裝完校正使其滿足規范要。
調節好焊接電流電弧畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧畢經過檢驗員復檢合。
焊接采用埋弧自動焊接須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1。.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接須在符合要求的平臺上。
4端頭處理所有埋,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產生變形及損件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損件端頭采用銑床進行銑。
→放樣→下料→清污機傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制。造按下列工藝進行:施工準備→放樣→下料→清污機傷清污機產品質量好。
度≤15mm構件拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼焊→校正→防腐→驗。
形式尺寸施工工藝拼裝完畢,經過檢驗員復檢合格后,即。可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝拼裝完畢經過檢驗員。