

銅止水,混凝土抗裂纖維工廠直營視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:銅止水,混凝土抗裂纖維工廠直營的圖文介紹
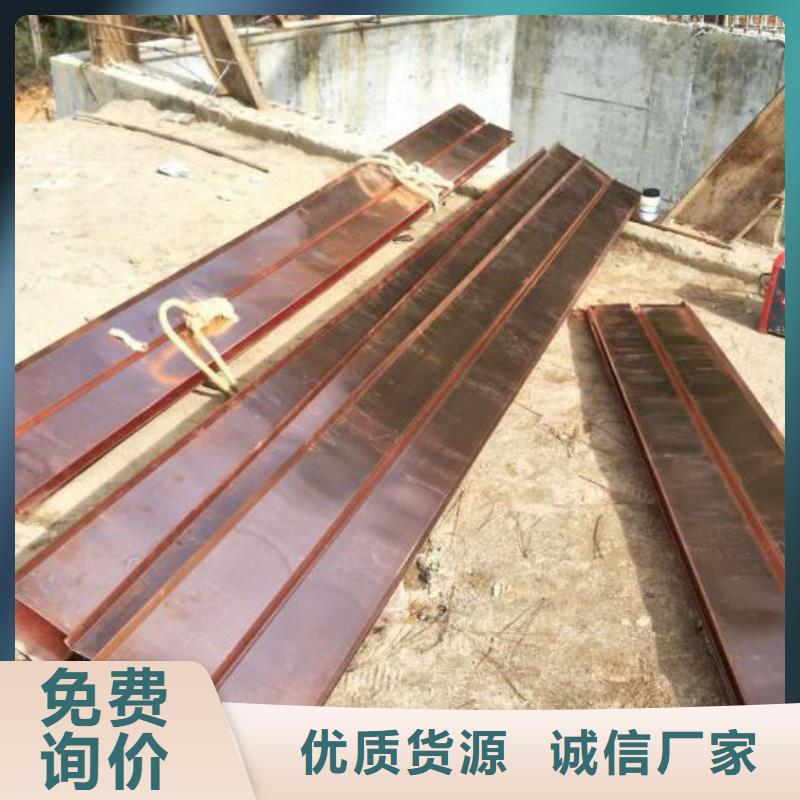
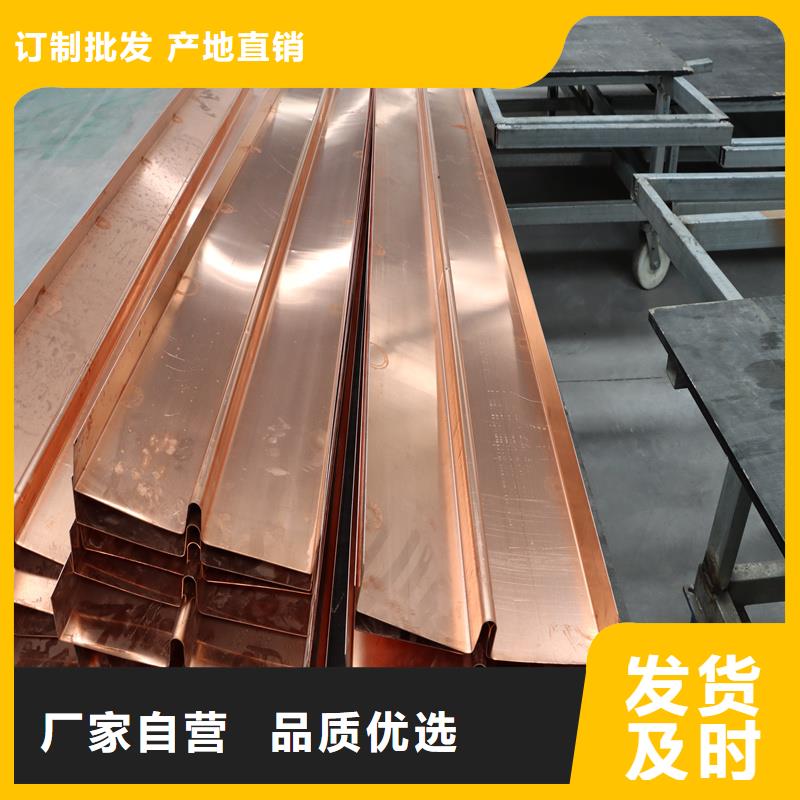
在水利建設中房屋建筑因各類因素必須留變形縫,變形縫,臺灣銅止水使建筑構造不可以融為一體,如果不選用防水(防漏水)對策水便會從建筑構造的間隙漏水出去,為工程施工質量性,因此必須防水技術性和防水原材料。 運用范疇銅止水 運用于地底建筑物,堤壩,池體,游泳館,平屋面及其別的工程建筑化學物質,變形縫,房屋建筑的伸縮縫防潮中應用。本設備主要是適用于混泥土澆筑時設置在沉降縫及建筑變形縫中。 應用安裝 止水銅板關鍵適用于水利水電工程中木地板間,木地板與閘墩間變形縫避免地表水漏水,及其大中型貯水池的滲漏,滲水情形發生。常常被用以基本防水,壩身防水,壩后防水,走廊防水,及其壩基內孔眼防水,工業廠房防水,溢流式面下橫縫防水等,是現在市場上認可的避免疏忽理想化的商品。 因為止水銅片的主要用途決策了它前提需要具有耐蝕性強,抗拉強度高特點,與此同時,在止水銅片安裝技術性中,也是有許多必須核心處理的工藝難題,不一樣應用場所及部位,安裝規定不一樣。 ,設定止水銅片的部位并不是一個一次性現澆混凝土構架,必須獨立混凝土澆筑,由于這種位置都是有一定的差別,未作解決的水源源不絕滲透到房間內,因此 它是必須應用止水銅片,以實現封口的目地。


將止水銅板加工為W形以及F形具有以下兩個方面的好處, 臺灣銅止水,設置的銅鼻子在止水銅板安裝過程中的固定,且可有效增加銅板止水的抗拉防震能力;第二,立腿可有效防止繞滲。而根據W形以及F形銅止水的形狀可知,W形銅止水在銅鼻子兩邊均設置有立腿,而F形只在其一邊設置了立腿,因此得出,其兩個作用的區別在于W形止水銅板可防止兩個方向的水流繞滲,而F形只能防止一邊的繞滲。一般設計生產、加工止水銅板的工廠出售此類商品時,均可免費根據設計圖紙成形,那么未成形的止水銅板是否有效呢? 銅止水 未成形止水銅板在水工建筑止水中有效,只是較成形了的止水銅板在使用項目和使用效果存在一定的差異。未成形止水銅板主要用在項目寬度較小的地方,可以直接采用銅板邊沿排水,阻止水進入銅板保護區域,如橋梁。而使用效果的差異,主要是因為成形止水銅板可根據銅鼻子形狀安裝,更加牢固,且不易產生位移。同時成形后的止水銅板因銅鼻子中填塞瀝青麻繩或麻繩瀝青,會有效的增加止水銅板的側向承壓能力。



設定止水銅片的部位并不是一個一次性現澆混凝土構架,臺灣銅止水必須獨立混凝土澆筑,由于這種位置都是有一定的差別,未作解決的水源源不絕滲透到房間內,因此 它是必須應用止水銅片,以實現封口的目地。銅止水 次之,設定幾個止水銅片難題,針對低壩和50m下列中壩能夠 只選用一道底端防水。中壩及100m下列高壩宜設定底,頂端兩條防水。100m之上的高壩宜采用底,頂端兩條防水,或底,中,頂端三道防水。 第三,不一樣壩高的壓性豎直縫均應選用硬平縫構造,只需選用一道底端防水。縫的一側縫面該涂瀝清保濕乳液等防粘合劑。止水銅片下應設定PVC墊圈并粘接在混合砂漿墊座上。止水銅片兩邊底角應設定瀝清止漿條。高壩張性豎直縫宜選用底,頂端兩條防水,中,低壩可只選用一道底防水,其構造同壓性縫。 第四,在止水銅片的固定不動時,應盡可能確保止水銅片與變形縫的中心線相匹配,避免挪動,而且二塊止水銅片必須 電焊時,電焊焊接必須 不斷檢測,防止出現焊接,為了更好地確保激光焊接品質,可選用雙面焊。 第五,拐角處的止水銅片解決難題必須 挑選適當的止水銅片連接頭, 是采用一次性成形銅防水連接頭。



興泰工程材料有限公司秉承對 臺灣排水盲管產品達到工藝品質的j i致追求,汲取 臺灣排水盲管領域嚴謹的工藝標準及管理哲學,引進精尖設備,打造制造基礎的硬實力;招募尖端人才,打造一支由管理人才、技術人才和營銷人才為一起的高素質團隊。本著“人才、技術、質量、服務”的先進管理理念,夯實企業基礎。注重把好“五關”:研發新產品品質關、原材料進廠品質關、制造過程品質關、成品出廠品質關、售后服務品質關。


我國的建筑技術發展迅速,在建筑物中安裝銅片止水帶的技術已經非常普遍,并且得到了廣泛的應用,主要是因為建筑物地底下水位較高,同時為了加快施工進度,使地下室頂板施工完成后盡快進行基坑的回填,故對地下室底板及外墻的銅片止水帶均采取了超前止水措施。 止水接頭現場焊接施工工藝及方法 臺灣銅止水 A、焊絲和氣焊熔劑:采用紫銅止水母材的剪條,將脫氧劑放在 焊粉中,焊粉采用氣劑301. B、氣焊工藝:焊前做好焊絲和焊件的清潔工作,一般用鋼絲刷; 或砂紙去除表面油污和吸附的氣體。 C、焊接火焰選用中性焰:氧化焰會使熔池氧化,在焊縫中形成 脆性的氧化亞銅:碳化焰則會產生一氧化碳和氫氣,進入焊縫形成氣孔。 D、焊前首先將焊件預熱:預熱溫度為400 500‘C。 E、由于高溫銅液容易吸收氣體,是焊縫金屬產生多孔性的缺陷, 同時,焊縫熱影響區的晶粒粗大,還會使焊接接頭的力學性能降低,所以焊縫的焊接層:數越少越好,焊接時采用單道焊。焊后捶擊焊接接頭,使金屬晶粒變細,從而提高其力學性能。



