



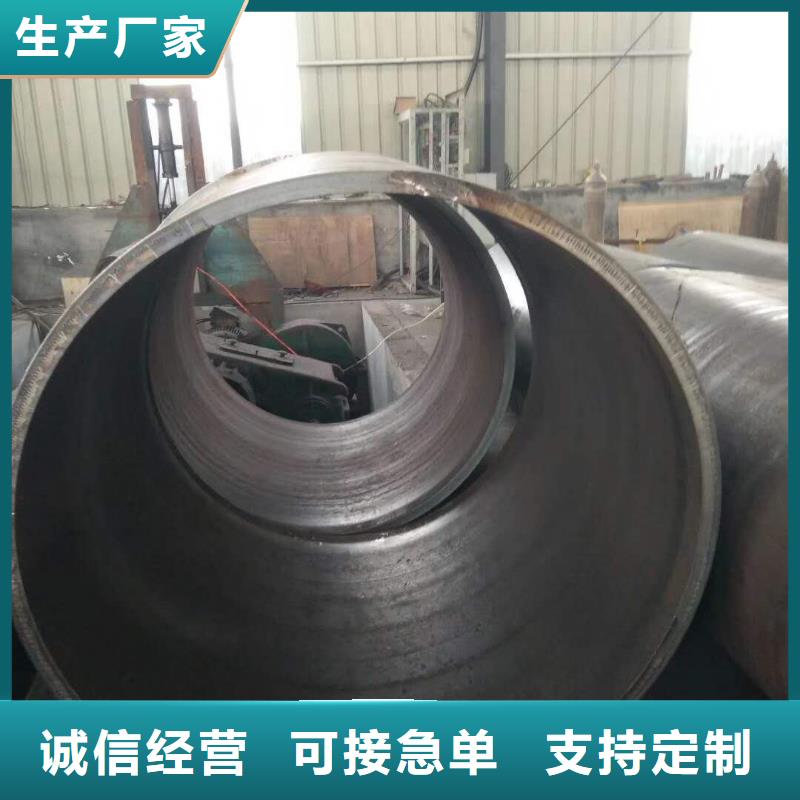





鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。
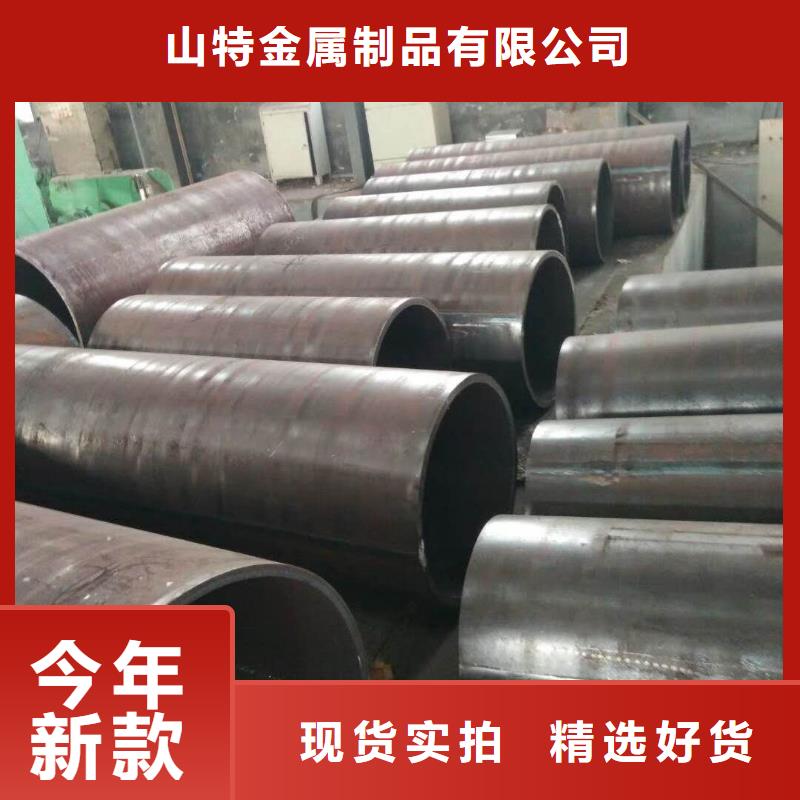
厚壁鋼板卷管廠定制主要生產銷售:鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管的大型卷管廠,本廠生產的丁字焊卷管,16Mn卷管,Q345B卷管,異型卷管遠銷國內外各大工程建筑。
可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等標準生產,本公司開發研制的各種卷管系列產品暢銷全國各地,廣泛出口歐美、中東及東南亞 和地區。卷管年生產能力達10萬噸,公司還擁有國內的渦流探傷和水壓試驗機,理化試驗無損探傷等設備,是華北地區一定規模的卷管生產企業。
鋼板卷管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的鋼板卷管主要用于流體輸送管道。45、40Cr等中碳鋼制成的鋼板卷管用來制造機械零件,如汽車、拖拉機的受力零件。一般用板卷鋼管要保證強度和壓扁試驗。熱軋卷管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。河北金鼎卷管廠擁有兩條熱擴卷管生產線熱擴規格:Φ219-Φ630,兩臺大口徑矯直機。大型卷管機3臺,自動焊機4臺,卷管規格:Φ400mm-Φ2040mm,壁厚8-100mm的卷管。加工,銷售大口徑直縫管,焊接長管。大口徑卷管無縫化。(可做探傷),本公司致力于生產環縫、縱環縫焊接壓力卷管及鋼制壓力卷管并在傳統卷制設備同類規格型號的基礎上進行改造。使卷焊鋼管設備的各項參數提高30%之功能,填補了原有傳統卷制設備不能生產的空白。
焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機械制造業等。
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家
生產工藝簡單,生產效率高,成本低,發展較快。
螺旋焊管
強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。