


更新時間:2025-06-25 02:49:32 ip歸屬地:泰安,天氣:多云轉雷陣雨,溫度:19-36 瀏覽次數:6 公司名稱:泰安 恒豐塑業(泰安市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 330 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 種類 | 一布一膜/兩布一膜 |
| 強度 | 5KN/m-20KN/m |
| 寬度 | 1-6米 |
| 工藝 | 熱復合 |
| 供貨量 | 999999999平 |
| 范圍 | 【復合土工膜】_防滲復合土工膜生產基地位于【泰安】,供應范圍覆蓋山東省 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 泰山區、岱岳區、寧陽縣、東平縣、新泰市、肥城市等區域。 |



始終秉承 玻纖土工格柵品質、優質、良好服務之經營理念,積累5年 玻纖土工格柵的產品生產營銷經驗,真正擁有 玻纖土工格柵核心技術。始終致力于 玻纖土工格柵產品服務的提供、研發。力求讓客戶對我們的 玻纖土工格柵產品服務永遠滿意,真正使合作過程輕松、愉悅、互利共贏。




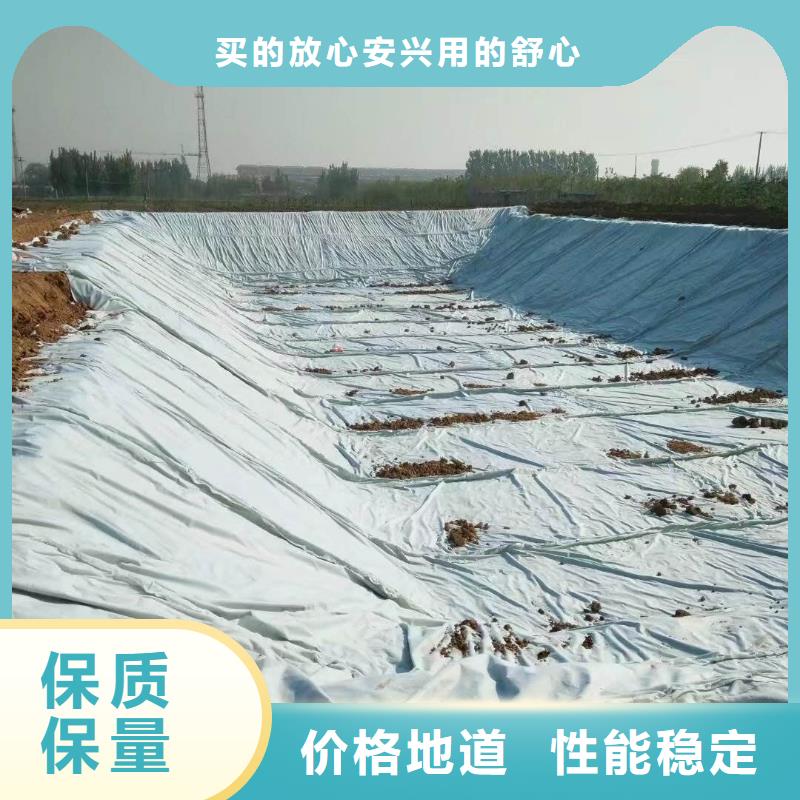
基礎條件
1.基礎造形和開挖后,須進行削坡,平整碾壓或夯實處理。擾動土質的置換與回填,應分層灑水碾壓或夯實,每層厚度≯400mm。
2.基礎表面的具有刺破隱患的物質,如磚、石、瓦塊、玻璃和金屬碎屑;樹枝、植物根莖等。 清理場內有障礙物,提供鋪設施工條件。
3.周邊擋水墻、泵坑、橋梁基礎,以及水下管口的安裝和預留等工作,需要在復合土工膜施工前結束。
焊接與鋪設技術。
焊接技術
①焊道搭接寬度:80~100mm;平面和垂直面的自然褶皺分別為:5%~8%;預留伸縮量:3%~5%;邊角料剩余量:2%~5%。
②熱熔焊接工作溫度280~300℃;行進速度2~3m/min;焊接形式為雙焊道。
③破損部位修復方法,裁剪規格相同的材料,熱熔粘補,聚乙烯膠密封。
④焊道處無仿布的連接,采用機械縫合。
⑤水下管口的密封止水,采用GB橡膠止水條密封,金屬包扎并防腐處理。



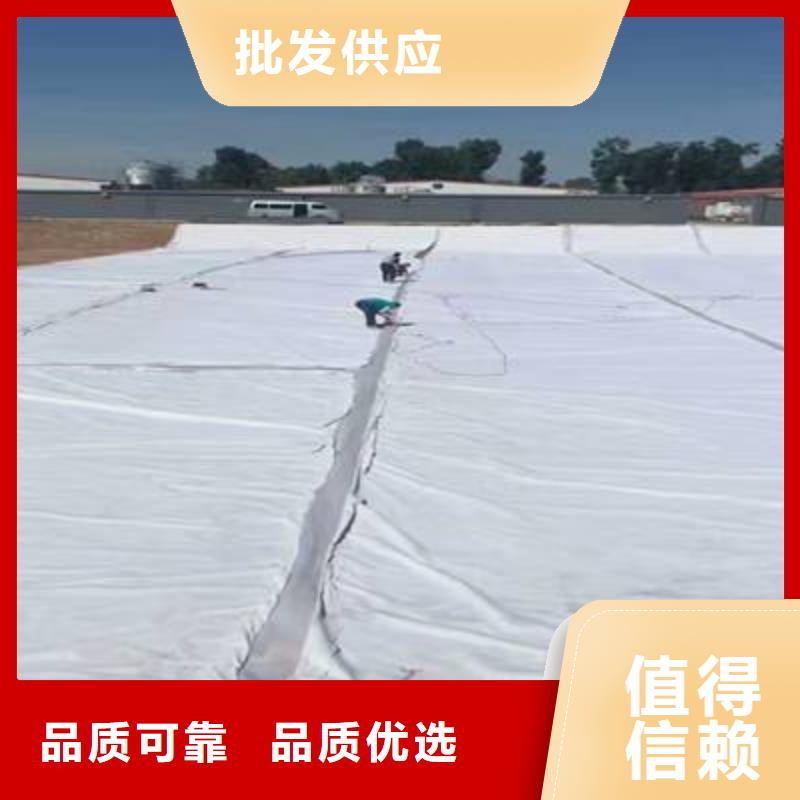
復合土工膜焊接接縫處理是施工的關鍵程序,一般采用熱焊接方法,PE膜相接的表面加熱處理,使之表面熔化,然后通過壓力,使之熔合成一體。
1 對于鋪設好的土工膜,邊緣接縫處要求不能有油污、水份、塵土等。
2 焊接前要調整好接縫處兩幅邊PE單膜,使之搭接固定的寬度,搭接寬度一般為6~8cm且平整、無折皺。
3 使用專門焊接機進行焊接。



復合土工膜的焊接質量直接影響復合土工膜的防滲性能,因此符合土工膜焊接施工非常重要。在本工程中,復合土工膜的焊接主要由廠家派出施工技術人員到現場指導和培訓,并采用焊接設備進行。用干凈的紗布擦拭焊縫的搭接處,無水、無灰塵、無水垢:土工膜平行對齊,搭接寬度為lOcm,焊接寬度為5-6cm。根據當時當地的氣候條件,將焊接設備調整工作狀態。做小試樣焊接試驗,試焊lm長復合土工膜試樣。應采用現場撕裂試樣,焊縫不應因撕裂而受損,母材也不應撕裂。現場撕裂試驗合格后,用已調整好工作狀態的薄膜焊接機逐個進行正式焊接。
焊接前,用吹風機吹掉薄膜表面的沙子、污垢等污垢,薄膜表面干凈。在焊接部位下面放一塊長木板,以便焊工在平整的基面上行走,焊接質量。正式焊接前,根據施工溫度進行試焊,確定行走速度和焊接溫度,一般掌握1.5-2.5m/s的行走速度和220-300攝氏度的焊接溫度。有兩個寬度為100毫米的拼接焊縫,兩個焊縫之間留有100毫米的空腔。使用此空腔檢查焊接質量。復合土工膜的現場連接應符合下列要求:①焊接采用雙焊縫搭接焊。②以專用薄膜焊接機為主要焊接工具。使用塑料熱風焊槍作為局部修復的輔助工具。(3)根據氣溫和材料性質,調整和控制焊機的工作溫度和綁扎。焊機的工作溫度應為180-200攝氏度。焊縫處的復合土工膜應熔合成一體,不得出現虛焊、漏焊或過度焊。