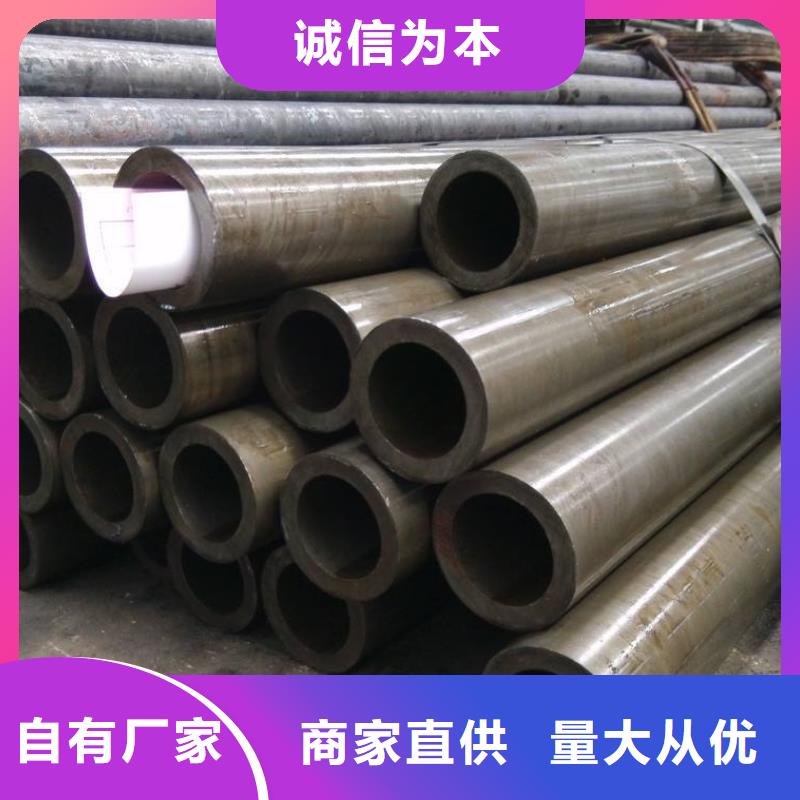
精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作
更新時間:2025-01-10 14:27:56 瀏覽次數(shù):2
以下是:精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 電聯(lián)/噸 |
|---|
| 發(fā)貨期限 | 1-3天 |
|---|
| 供貨總量 | 9999 |
|---|
| 運費說明 | 電聯(lián) |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20#45# |
|---|
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
|---|
| 發(fā)貨城市 | 山東 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 光亮管 |
|---|
| 外形尺寸 | 按需定制 |
|---|
| 適用領(lǐng)域 | 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 質(zhì)量認證 | 國標 |
|---|
| 產(chǎn)地 | 山東 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材質(zhì) | 45# 20# |
|---|
以下是:精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作的圖文視頻
聊城 鑫邦源特鋼有限公司
顏經(jīng)理:???????????
導(dǎo)讀 精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作,鑫邦源特鋼有限公司為您提供精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作的資訊,聯(lián)系人:顏經(jīng)理,電話:15275839870、15963170288,QQ:1143544302,發(fā)貨地:聊城經(jīng)濟開發(fā)區(qū)鋼管城2排5號發(fā)貨到山東省 泰安市 泰山區(qū)、岱岳區(qū)、寧陽縣、東平縣、新泰市、肥城市。 山東省,泰安市 2022年,泰安市實現(xiàn)地區(qū)生產(chǎn)總值3198.1億元,分產(chǎn)業(yè)看,產(chǎn)業(yè)增加值350.9億元,第二產(chǎn)業(yè)增加值1286.0億元,第三產(chǎn)業(yè)增加值1561.3億元。三次產(chǎn)業(yè)結(jié)構(gòu)調(diào)整為11:40.2:48.8。
商-長期合作")
商-長期合作")
商-長期合作")
商-長期合作")
商-長期合作")
將精密鋼管送入精密鋼管機組,經(jīng)多道軋輥滾壓,精密鋼管逐漸卷起,形成有開口間隙的圓形精密鋼管,調(diào)整擠壓輥的壓下量,使精密鋼管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,精密鋼管晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,精密鋼管熱量過大,造成精密鋼管燒損;或者精密鋼管經(jīng)擠壓、滾壓后形成深坑,影響精密鋼管表面質(zhì)量。
精密鋼管溫度主要受高頻渦流熱功率的影響,根據(jù)公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制精密鋼管溫度的目的。對于低碳鋼,精密鋼管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,精密鋼管溫度亦可通過調(diào)節(jié)精密鋼管速度來實現(xiàn)。
總結(jié) 精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作,鑫邦源特鋼有限公司為您提供精密鋼管小口徑熱軋光亮管45#16MN供應(yīng)商-長期合作產(chǎn)品案例,聯(lián)系人:顏經(jīng)理,電話:15275839870、15963170288,QQ:1143544302,發(fā)貨地:經(jīng)濟開發(fā)區(qū)鋼管城2排5號。