
以下是絎磨管-油缸缸筒多種款式可隨心選擇的現(xiàn)場(chǎng)實(shí)拍視頻,讓您更好地了解產(chǎn)品的優(yōu)點(diǎn)和特點(diǎn)不容錯(cuò)過(guò)。
以下是:絎磨管-油缸缸筒多種款式可隨心選擇的圖文介紹

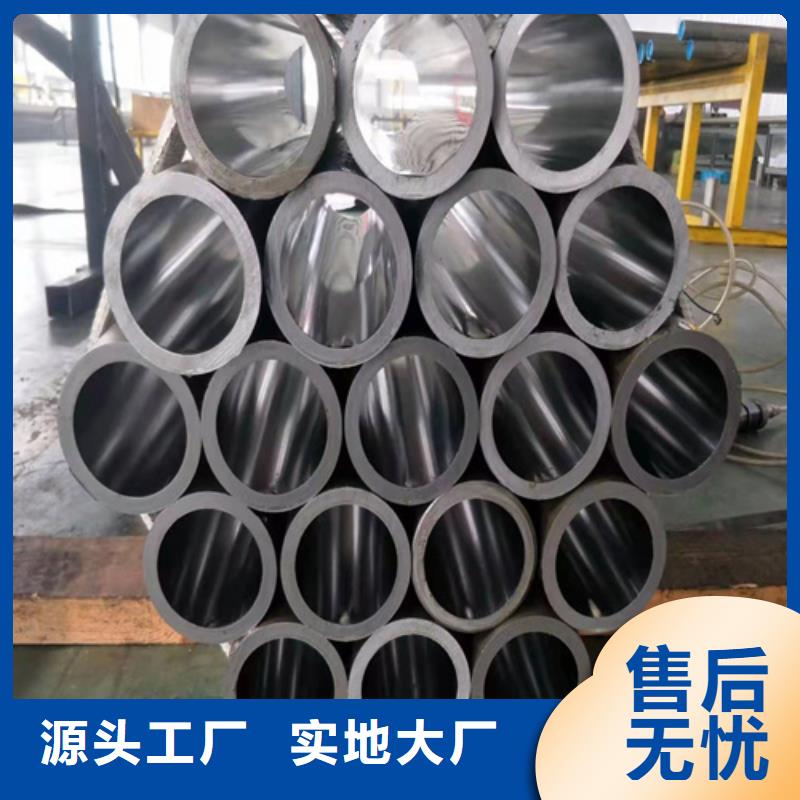
這是商家九冶管業(yè)有限公司發(fā)布的 山東泰安研磨管產(chǎn)品,一下是 山東泰安研磨管高清大圖和產(chǎn)品介紹,產(chǎn)品真是有效,價(jià)格實(shí)惠,量大從優(yōu)。


小口徑絎磨管尺寸偏差的計(jì)算方法1.小口徑珩磨管檢查臺(tái)作用在成品檢查臺(tái)上,對(duì)稱品合金鋼管要逐支進(jìn)行管徑、壁厚的測(cè)量,精密管,同時(shí)進(jìn)行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計(jì)算方法—小口徑珩磨管外徑偏差的計(jì)算正偏差=(D 大-D 公)/D 公×負(fù)偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負(fù)偏差3.小口徑珩磨管壁厚偏差計(jì)算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負(fù)偏差(-△S)= 壁厚公差范圍=正偏差+負(fù)偏差



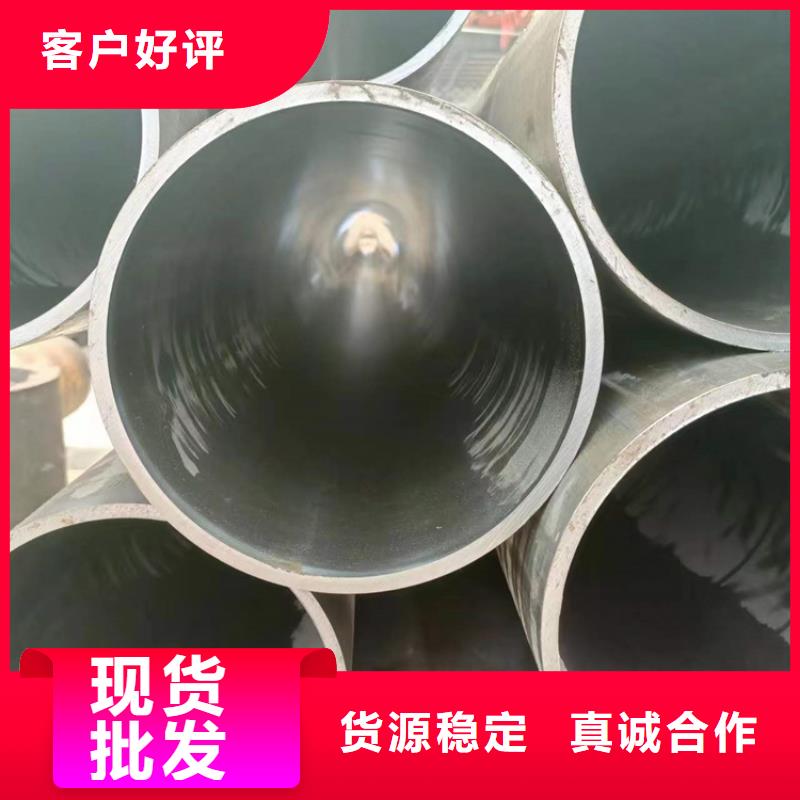
絎磨管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過(guò)滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。滾壓加工是一種無(wú)切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無(wú)法做到的。


應(yīng)判明優(yōu)質(zhì)精密絎磨管的工作條件和外圍環(huán)境是否正常;同時(shí)還需要弄清楚故障的性質(zhì),是設(shè)備機(jī)械部分或電器控制部分故障,還是優(yōu)質(zhì)精密絎磨管本身的故障?另外,還需檢查清楚優(yōu)質(zhì)精密絎磨管各種條件是否符合正常運(yùn)行的要求。厚壁絎磨管精度高,內(nèi)孔精度H7-H10,內(nèi)孔粗糙度小于0.63nm,標(biāo)準(zhǔn)直線度小于0.3mm/m.。大口徑絎磨管,絎磨管廠的檢測(cè)和維護(hù)大口徑絎磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果油缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口徑絎磨管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無(wú)縱向拉痕,并測(cè)量拉痕深度,采取相應(yīng)解決辦法。

點(diǎn)擊查看九冶管業(yè)有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】