





榆林密集柜生產廠家
本公司專業生產:密集架 密集柜 智能密集柜 智能密集架 電動密集架 電動密集柜 手動密集架 手搖密集柜 檔案密集柜 財務憑證密集柜 文件密集柜病歷密集柜等系列產品。

在移動列主界面上可以通過操作兩個箭頭按鈕控制架本列架體的左右移動,通過六個圓形按鈕控制架體的禁止、停止、合架、查詢、設置操作;當出現信息時,界面右上角的相應密集架狀態指示會點亮變紅;界面上圖像化顯示時間,數字化顯示溫濕度、日期等信息。 架體基本功能。固定列顯示控制功能采用4寸一體化觸摸顯示主機,ARM核心,Wince操作系統,要求在電動,手動模式控制架體運行時,固定列觸摸屏都可通過圖形方式實時顯示區域架體運行情況,圖形運動狀態與架體實際運行情況一致。 固定列主界面上可以直觀的顯示密集架區列;架體移動時,可以用動畫的形式展示運行狀態;中間有兩個方向箭頭用于控制架體左右移動,在屏幕實時的顯示架體的運行狀態以及溫濕度信息;在打開架體時,屏幕下方可以顯示檔案名稱、檔案條碼。 上下床生產提倡養修兩手抓,注意在生產前必須進行詳細的檢查,嚴禁生產已經變形或破損、有故障等不合格的上下床,要按照生產的相關規定使用,裝置及防護裝置必須齊全完好、性能可靠。上下床在生產中必須要貫徹“養修并重、為主”的方針,推行定檢維制,確保上下床的正常生產,以上下床的完好率和利用率,盡量減低工程開支。
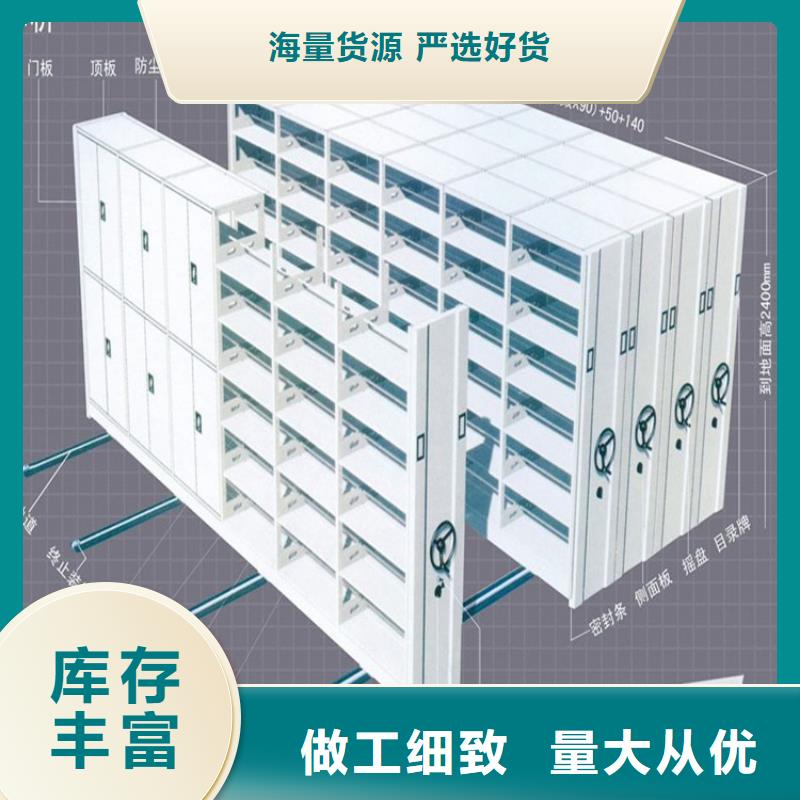
傳動裝置包括:鏈條、齒輪、手盤、軸承、滾輪、鎖定。主軸和軸承的直徑為φ20mm,45#鋼五廠優質錳鋼材料GB3882-87,Z帶座外球面軸承,短軸管套連接傳動,具有可靠的中心直線度,架體移動平穩、輕便、自然。底盤:主要用于支撐架體的底座。 密封裝置:防止密集柜合架時因為撞擊產生損傷,同時還可以降低架體開合時撞擊所產生的噪音,起到防撞、防塵、防潮、防噪音、防鼠的作用;面板:包括內側板、外側板、和門板頂板:密集柜架體的頂部,每倉柜頂部配加防塵裝置可防止灰塵落入柜內柜頂及底框的防倒裝置:每組活動單面柜頂都配置防倒裝置。 密集架雖然作用都是用于檔案,圖書,資料的保存與管理,但是由于工作于不同的環境,而且為了照顧到不同環境下的具體需求,在這個密集柜的大類別里還是分了許多小的類別。密集柜分類也有很多分類的方法。首先按照保存資料,檔案的能力分類的話就可以按照具體規格分為大型,中性,小型和迷你型,這里的大中小代表著承載資料的能力。 還有和現代化檔案管理配套使用的自動化柜子,這類柜子就比較適合一些擁有大量原始資料需要保存的企業了,而且現在的科技的發展,可以通過多方面的配合,依靠這種柜子為硬件,終建立起來一個完整而的檔案,資料保存的系統。


隨著密智能密集架術不斷發展,如今智能密集架也應用于其他地方,例如存放古董、字畫、收藏品以及藝術品等等。那么智能密集架的未來發展前景如何呢。智能密集架未來幾年將發生巨變,客觀上來講的智能密集架還沒有形成大的規模,成長需要一定的時間。 近幾年來,關于辦公家具的環保越來越受到人們的重視,作為一個上班族,可能我們每天大多數時間都是在辦公室中度過的,因此一個好的辦公環境更加有助于職員的身體。要想建立一個好的辦公環境,可謂和辦公家具的好壞有著直接的關系。 下面由小編給大家講解一下低碳環保的密集柜的在使用中有哪些好處:環保低碳的密集柜不僅具有優良的環境性能,而且還能限度的節約材料和資源,在整個生產流程中都體現出了綠色的理念。并且綠色低碳的密集柜可用的產品壽命遠遠超過了普通的密集柜產品的生命周期,其中就包括了使用消費及銷售服務、低碳工業園環境、包裝、運輸、原材料制備與生產、產品設計及制造、回收處理及再利用等七個過程。 密集柜在生產的過程中,盡可能的材料的使用量和種類,是對于一些稀有昂貴的材料或是有材料都很少用,只要不影響密集柜的基本功能,對于其產品結構應該盡可能的簡化,并且合理使用材料,使得其中的零部件可以限度的被使用。

智能密集架和普通的文件柜不一樣,它不能買來就能使用而是需要進行安裝后才能正常使用,而且安裝完成后需要先驗收,這樣做是為了保證產品能正常使用。那么,我們該怎么驗收智能密集架呢。下面,我們就一起看看詳細的方法。 安裝好的智能密集架驗收方法安裝調試后:安裝好的智能密集架需要先,測試下密集架的運作是否正常以及運作過程中整體產生的聲音是否很大,以10cm內能否聽到為準。檢查密集架排列位置是否合理:密集架在使用前需要選擇空間比較大的地方,且保證頂部留有足夠的散熱空間,側壁不能緊挨墻壁。 密集架,又稱密集柜,密集型檔案裝具的一種,可以這樣理解定義:是在復柱式雙面固定架的底座上安裝軸輪,能沿地面鋪設的小導軌直線移動的架子,可根據需要將多個架子靠攏或分開。結構要求:裝配結合結構;手動及電動密集架均為裝配組合式結構,手動密集架配有一套手動運行結構;電動密集架配有電動和手動兩套運行機構。 它們主要由立柱、擱板、掛板、側面板、底盤等零部件組合而成;擱板、掛板應能沿立柱的垂直方向高度,立柱上掛板孔間距為50mm。按規定鋪設軌道、安裝傳動機構、防倒裝置等;軌道可采用螺栓或射釘安裝,突出地表或與地面齊平(埋入式);設置防塵、防鼠、防潮和密封裝置等。

表面要求:除油、去銹處理工藝:工件表面的油污、銹斑及氧化層,經化學法脫脂后,沒有油脂、浮濁液等污物,其表面被水。酸洗后的工件,沒有目視可見的氧化物、銹斑等腐蝕現象,其表面色澤基本均勻。 磷化處理工藝:磷化處理主要采用浸漬法進行。磷化處理以鋅鈣的鹽為主要成份溶液,經磷化槽液的配制、,按工藝規程要求進行。磷化后的工件,采用流動水清洗,工件表面的清洗質量,同時采用熱的絡酸溶液作封閉處理。 工件經磷化、水洗后,采用烘處理干燥后方可噴塑。經磷化處理后的工件與噴塑時間相隔一般不超過24小時。磷化膜外觀:磷化后工件的顏色為灰色,膜層結晶致密,連續和均勻。膜層厚度一般控制為5毫米。磷化表面檢驗,采用檢驗溶液,觀察滴液從天蘭色變為淡或淡紅色,并在規定時間內不變色。 成品入庫轉入噴塑工序。靜電噴塑工藝:塑粉經高頻、高壓靜電設備噴涂固化成膜。固化溫度控制在180℃,時間控制在10~15分鐘范圍內。顏色要求,色澤一致,塑面均勻光滑、無劃傷。檢驗標準:A、厚度:45—50微米按磁性測厚儀B、附著力:2級按C、抗沖擊:45-50kg/cm按D、光澤:﹥85%按E、外觀:沒有明顯流痕、漬痕、氣泡。
qtzdp 榆林密集柜生產廠家