薄壁絎磨管廠家直銷
更新時(shí)間: 2025-01-17 18:22:32 瀏覽次數(shù):3
以下是:薄壁絎磨管廠家直銷的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 6500/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20#無縫鋼管 |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 油缸機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
以下是:薄壁絎磨管廠家直銷的圖文視頻
導(dǎo)讀 薄壁絎磨管廠家直銷,九冶管業(yè)有限公司為您提供薄壁絎磨管廠家直銷,聯(lián)系人:高經(jīng)理,電話:18906359513、17706353138,QQ:3573482096,請(qǐng)聯(lián)系九冶管業(yè)有限公司,發(fā)貨地:開發(fā)區(qū)丁快工業(yè)園發(fā)貨到陜西省 榆林市 榆陽區(qū)、神木市、府谷縣、橫山區(qū)、靖邊縣、定邊縣、綏德縣、米脂縣、佳縣、吳堡縣、清澗縣、子洲縣。 陜西省,榆林市 榆林市建制始于春秋戰(zhàn)國(guó),興于明清,明永樂六年(1408年),榆林之名始見于史。2000年7月1日,設(shè)立地級(jí)榆林市。境內(nèi)有“三橫五縱”干線鐵路網(wǎng),縣縣通高速,榆陽4E級(jí)機(jī)場(chǎng)陜西第二大航空港。境內(nèi)擁有鎮(zhèn)北臺(tái),榆林古城,榆林沙漠森林公園等景點(diǎn)。榮獲歷史文化名城,文化生態(tài)保護(hù)區(qū),衛(wèi)生城市,森林城市,新能源示范城市,生態(tài)保護(hù)與建設(shè)示范市。
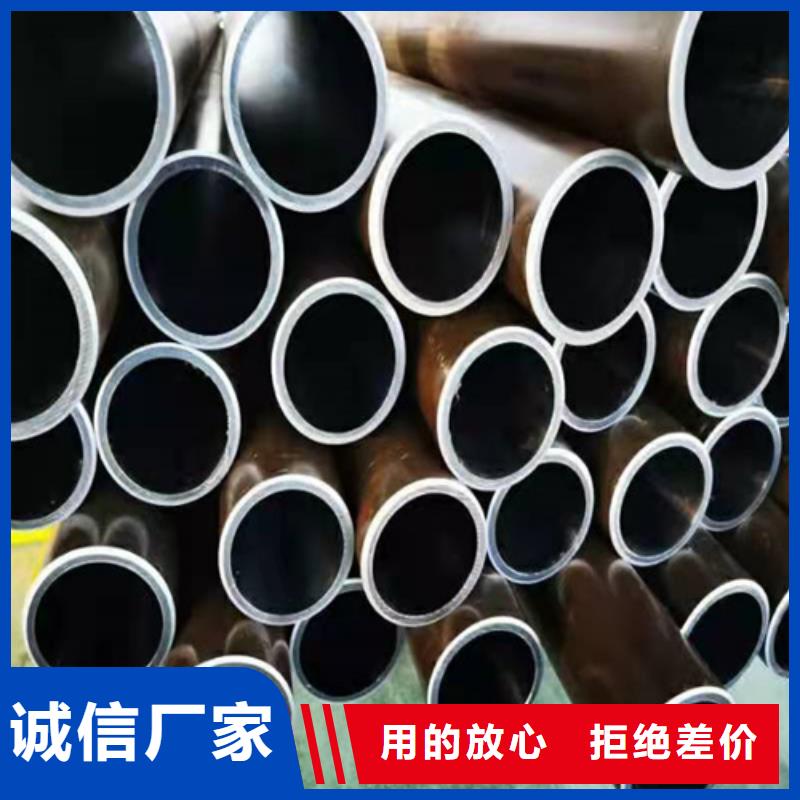
陜西榆林薄壁絎磨管廠家直銷
<榆林>九冶管業(yè)有限公司
珩磨管的定壓過程1、脫落切削階段,這種定壓珩磨,開始時(shí)由于孔壁粗糙,油石與孔壁接觸面積很小,接觸壓力大,孔壁的凸出部分很快被磨去。而油石表面因接觸壓力大,加上切屑對(duì)油石粘結(jié)劑的磨耗,使磨粒與粘結(jié)劑的結(jié)合強(qiáng)度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進(jìn)行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率下降。同時(shí)切下的切屑小而細(xì),這些切屑對(duì)粘結(jié)劑的磨耗也很小。因此,油石磨粒脫落很少,此時(shí)磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端負(fù)荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時(shí)油石和孔表面的接觸面積越來越大,極細(xì)的切屑堆積于油石與孔壁之間不易清理,造成油石堵塞,變得很光滑。因此油石切削能力低,相當(dāng)于拋光。若繼續(xù)珩磨,油石堵塞嚴(yán)重而產(chǎn)生粘結(jié)性堵塞時(shí),油石失去切削能力并嚴(yán)重發(fā)熱,孔的精度和表面粗糙度均會(huì)受到影響。此時(shí)應(yīng)盡快結(jié)束珩磨。

jiuye1

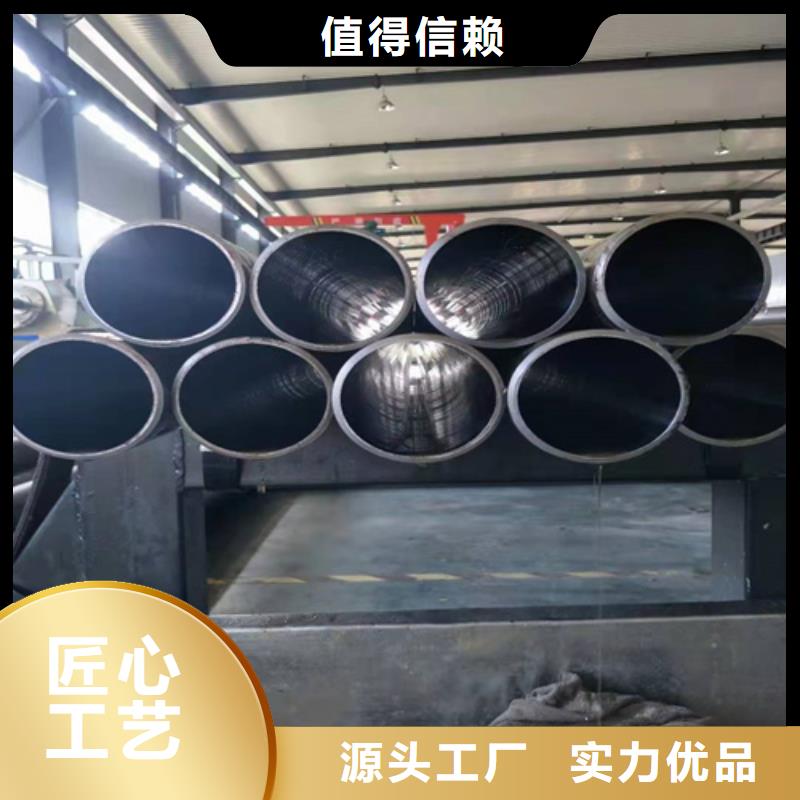
直徑50mm以上的一般應(yīng)采用機(jī)械加工方法切割。如用氣割,則要用機(jī)械加工方法車去因氣割形成的組織變化部分,同時(shí)可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面要平整,去掉珩磨管上的毛刺、氧化皮、熔渣等。其所用的焊條、焊劑應(yīng)與所焊管材相匹配,其牌號(hào)要有明確的依據(jù)資料,有產(chǎn)品合格證,且在使用期內(nèi)。焊條、焊劑在使用前應(yīng)按其產(chǎn)品說明書規(guī)定烘干,并在使用過程中保持干燥,在當(dāng)天用。焊條藥皮應(yīng)無脫落和裂紋。珩磨加工后表面好,利于潤(rùn)滑油的存儲(chǔ)及油膜的保持,有較高的表面支承率,因而能承受較大載荷,從而增加了產(chǎn)品的使用壽命;加工范圍較廣,主要加工各圓柱形孔,用珩磨頭,還可加工圓錐孔、橢圓孔等。
<榆林>九冶管業(yè)有限公司
陜西榆林薄壁絎磨管廠家直銷
總結(jié) 在陜西省榆林市采購(gòu)薄壁絎磨管廠家直銷請(qǐng)認(rèn)準(zhǔn)九冶管業(yè)有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購(gòu)買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:開發(fā)區(qū)丁快工業(yè)園)。