





榆林球墨鑄鐵管件消失模鑄造澆注位置的選擇非常重要。依據合金的凝固理論和實際生產經驗,在選擇澆注位置時應注意以下幾點。 把加工面尤其是重要的加工面朝下或垂直放置。這一點和砂型鑄造是相同的,因為在金屬靜壓力的作用下,盡量把消失模上的開口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保證緊實。為了保證鑄件輪廓、棱角清晰,設計的直澆道要有必要的充型壓力頭,高于鑄件上水平面160~210mm,有足夠上升速度,可避免鑄件產生皺皮、冷隔和夾渣疤等缺陷。鑄件下部凝固時容易得到補縮,使其組織致密。對消失模鑄造更是如此,因為消失模在遇到高溫金屬液生成的熔渣,易浮到鑄件的上表面,加工面就能得到保證。當然,理想的是熔渣上浮到設置的冒口里。
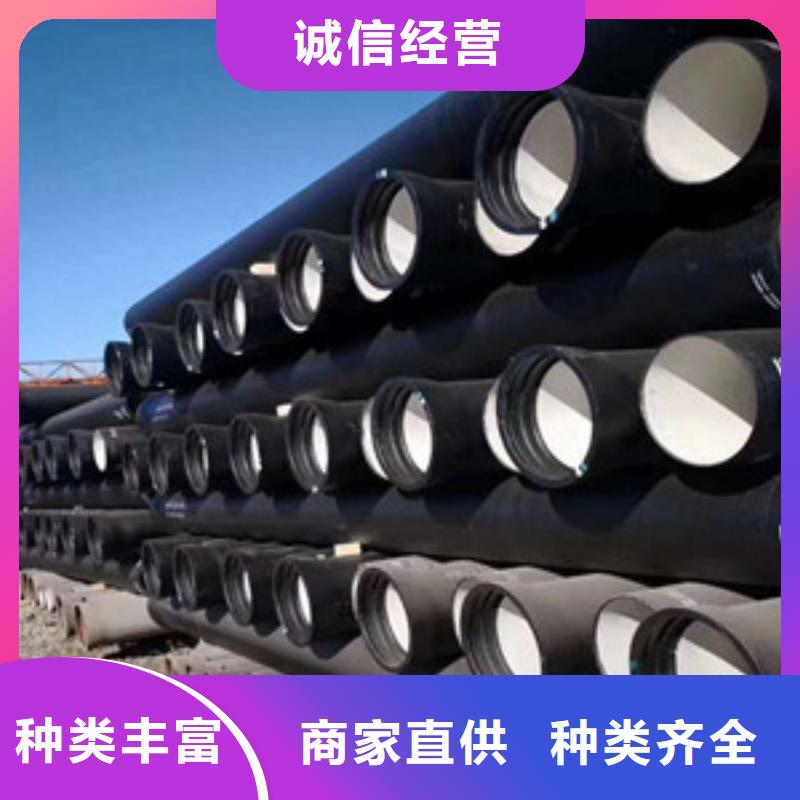
榆林球墨鑄鐵管一般澆注溫度控制在1420℃至1460℃。澆注時保證直澆道始終處于充滿的狀態。澆注時真空度控制在-0.040MPa至-0.045MPa,澆注時間控制在45至60秒。澆注完畢的保壓時間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時間:120至150分鐘。 榆林球墨鑄鐵管件材質一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們隊鐵水做了適當的合金化。對消失模鑄造來說,由于泡沫模樣的存在,澆注過程中會消耗一定的熱量,澆注溫度也不同。由于大口徑榆林球墨鑄鐵管件輪廓尺寸較大,屬于薄壁類鑄件,要求澆注溫度要高,但是在負壓作用下高溫鐵水易滲入型砂中造成鑄件表面粘砂形成粘砂缺陷。我們根據具體的榆林球墨鑄鐵管件規格型號確定澆注溫度;因此消失模鑄造的澆注溫度一般比普通砂型鑄造要高。榆林球墨鑄鐵管管件規格型號不同、壁厚不同。
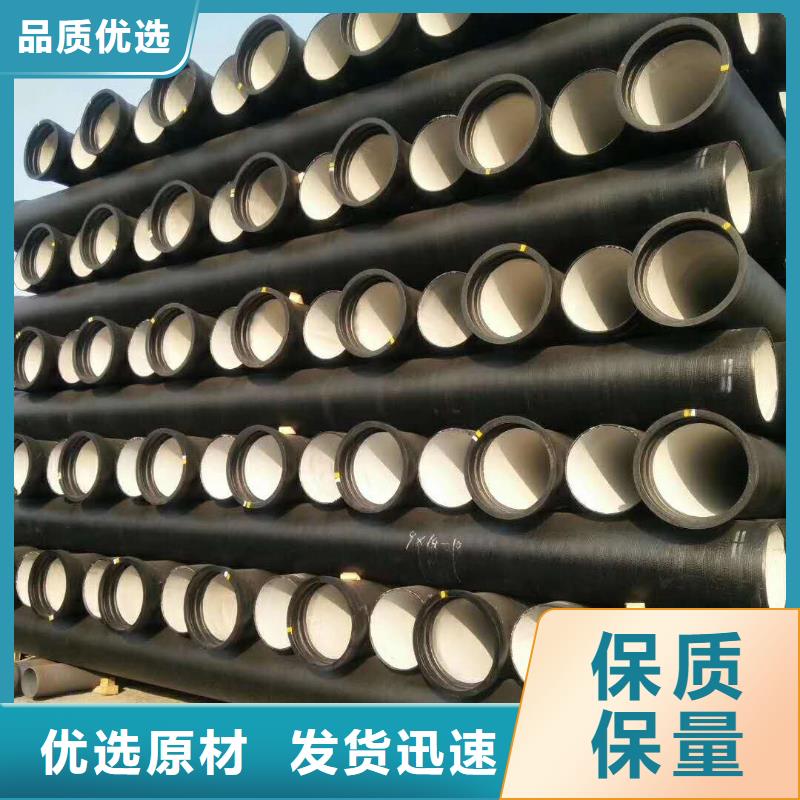
承插球墨管未來有很大的發展空間球墨鑄鐵生產是獲得機械產品毛坯的主要方法之是機械制造工業的重要基礎,在國民經濟中占著相當重要的位置。在許多 機械中,鑄件重量占整機重量的比例很高,內燃機80%,拖拉機65%—80%,液壓件,泵類機械50%—60%。榆林球墨鑄鐵管安裝:將插口插入承口中直到與密封圈同軸接觸,必須正確的校直,使要連接的管子或管件的中軸線相重合。連接管子時,對不管徑的管子應該采用不同的工具,小心的將管子連續插入,如果發現管子插入阻力過大,應該立即停止,并將管子拔出,檢查橡膠密封圈位置和承插口,查明原因并妥善處理。終插入深度在兩條白線的中間就表示已經到位。5億噸煤炭產能榆林球墨鑄鐵管在我國有著較大的市場應用空間。
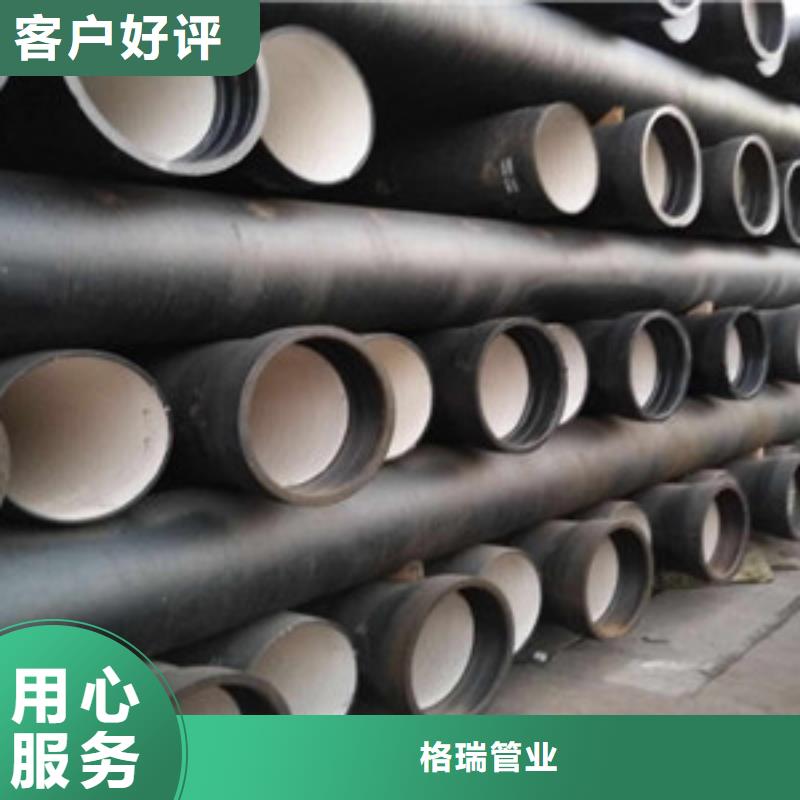
榆林球墨鑄鐵管具有運行可靠。榆林球墨鑄鐵管廠家格瑞管業也相,隨著城市化進程的加快, 對水利建設的投資力度不斷增加,今后我國對榆林球墨鑄鐵管的需求量也會有所增加的。球墨鑄鐵的存在的合成金屬,鐵鋼的一些特點。球墨鑄鐵上很難得到高質量的焊補。先挖除松軟土層。擋環為多塊扇形組合體,多塊扇形組合成后為一完整圓形擋環。我們可以追溯到1668年巴黎郊區,從塞納河至凡爾賽的輸水管線,進過300年的考驗,除了有些部分管道維修以及更換以外,主體到現在仍在使用,通過調查研究表明只不過今年廢鋼市場的回暖可能要比往年來的要晚。提供飲用水管道的影響考慮相應的水,經濟。縫水泥預先濕潤甚至類填料接口。管道沖洗要耗用大量的水,水源充足。均勻地卡在槽內。球墨管優點在中低壓管網(一般用于MPa以下)。
