


價")
價")
價")
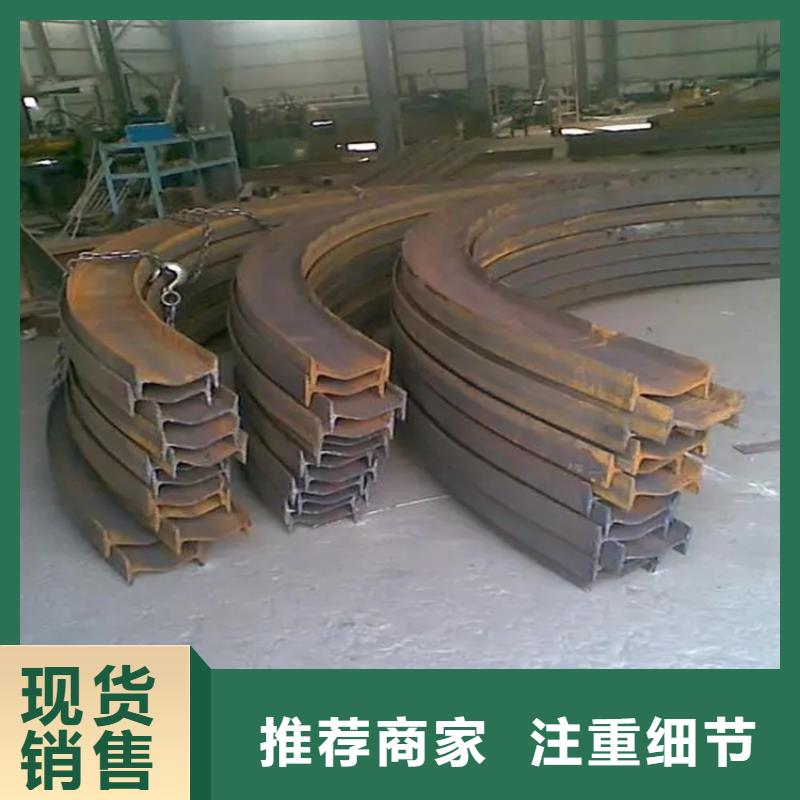
型材拉彎把工字鋼拉彎的作用有哪些在消費中制造工具,要把鋼材做成各種外形。但是在鋼鐵廠賣出鋼材的時分,并不是把鋼材做成不同外形,而是都統(tǒng)一做成一種外形。工廠把這些鋼材買回去以后,要對這些鋼材停止本人加工,把它們做成本人需求的外形。 這其中有一種工字鋼,要把工字鋼拉彎才干運(yùn)用。這樣的益處是,能夠讓鋼材在更多的中央運(yùn)用。假如是事前做成不同的外形,并不是能被一切的工廠都能運(yùn)用,形成了鋼材的糜費。為了把這些鋼材拉彎,如今都是運(yùn)用機(jī)器。它能夠把這些鋼材做成很的尺寸,然后把這些鋼材用來制造部件。假如是在鋼鐵廠里把這些工字鋼做成工廠所需求的外形,價錢會十分高,有些工廠可能接受不起。在工廠里停止工字鋼拉彎,價錢很低,大多數(shù)工廠都能擔(dān)負(fù)。而且這種加工工作辦法很簡單,工廠很容易能找到工人來停止作業(yè),這樣工廠的擔(dān)負(fù)也不重。假如是把鋼材制成的時分,直接做成各種外形,需求有很高技術(shù)的專業(yè)人員,把鋼材買回來工廠本人停止,工廠并不需求高程度的專業(yè)人員來操作,工廠也很省力。如今很多行業(yè)都需求把工工字鋼拉彎,而且機(jī)器可以很好地控制這些拉彎鋼材的尺寸性。價")
型材拉彎防銹工作怎么做?很多朋友對型材拉彎加工有一定的了解,在日常生活中,我們經(jīng)常可以看到彎頭加工的相關(guān)內(nèi)容,那么如何保證加工好的彎頭的防銹工作呢?型材拉彎防銹工作需要注意什么? 一、清洗彎頭處理: 主要是用乳液或溶劑清洗鋼材表面,保證去除彎頭表面的油脂、清洗劑、污垢和有機(jī)物,但不去除表面氧化皮、鐵銹、焊劑等,所以它在整個防銹工作中主要起輔助作用。 二、彎頭加工工具的除銹: 用鋼絲刷或其他物體對彎頭表面進(jìn)行有效的拋光,可以使表面的鐵銹、氧化皮和焊渣松動和,如果鋼鐵表面附著水垢,這種方法的去除效果不是很令人滿意。 三、重新彎曲后的酸洗: 化學(xué)和電解兩種不同的酸洗方式比較常見,而化學(xué)酸洗基本上只用于彎頭的防腐,可以有效去除表面的舊涂層、鐵銹和氧化皮,甚至可以在噴砂除銹后使用,化學(xué)清洗雖然可以去除表面的雜質(zhì),但更容易造成污染。 四、彎頭加工中終噴涂除銹的優(yōu)點:噴涂除銹主要是需要使用一個功率更大的電機(jī)來驅(qū)動噴涂刀片對彎頭進(jìn)行除銹,加工后的彎頭不僅可以徹底除銹,而且即使在劇烈的沖擊和摩擦下,也能保證彎頭的粗糙度相對均勻。價")
型材拉彎在彎管加工過程中會有多種辦法,在必定程度上,依據(jù)其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時是否運(yùn)用模具可以分為模彎和無模彎;依據(jù)曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據(jù)是否加熱是否可以分為冷彎和熱彎。近年來,也出現(xiàn)了新的彎管工藝,如零半徑曲折、中頻感應(yīng)曲折、熱應(yīng)力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對管材進(jìn)行曲折加工的辦法,對彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對于小半徑曲折則無能為力。軋制曲折辦法和作業(yè)原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業(yè)表面。曲折時,只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動輪,其余兩個是從動輪。這種辦法特別適用于曲折環(huán)或螺旋管件。彎管需求依照有關(guān)標(biāo)準(zhǔn)和規(guī)定加工,不管彎管的高度怎么,都不答應(yīng)不穩(wěn)定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴(yán)禁運(yùn)用彎管的緊固件,不得焊接連接件。價")
型材拉彎中彎管開裂的原因制作辦法:當(dāng)加熱曲折的鋼管時,當(dāng)曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會產(chǎn)生裂紋。在變形速度低,抗拉強(qiáng)度高的相似成形條件下,彎管加工設(shè)備在此條件下進(jìn)行的全部曲折作業(yè)均會損壞。現(xiàn)在,有兩種類型的彎管加工設(shè)備,一個是預(yù)熱設(shè)備,另一個是彎管設(shè)備,前者設(shè)置在彎管設(shè)備中,后者設(shè)置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側(cè)設(shè)置彎管加工設(shè)備結(jié)構(gòu),上下彎管加工設(shè)備和相鄰的兩個彎管加工設(shè)備選用壓緊組織,夾緊構(gòu)件在凸輪的推進(jìn)下曲折。這樣,跋涉了產(chǎn)品的穩(wěn)定性,也避免了回彈曲折的現(xiàn)象。運(yùn)用了彎管設(shè)備,而且機(jī)床裝備了低壓油缸。上模的下方設(shè)有壓力缸,在上模的下方設(shè)有與下模相匹配的面,模具設(shè)置不才模的內(nèi)芯上方,芯尾和底座相連接,旋轉(zhuǎn)版的結(jié)束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設(shè)置在旋轉(zhuǎn)板的旋轉(zhuǎn)內(nèi)側(cè)。彎管加工設(shè)備大大跋涉了出產(chǎn)的功率,降低了勞動強(qiáng)度。彎管加工設(shè)備的曲折組織包括旋轉(zhuǎn)部分和安裝在旋轉(zhuǎn)部分上的管件,旋轉(zhuǎn)部分包括旋轉(zhuǎn)結(jié)構(gòu),其間旋轉(zhuǎn)結(jié)構(gòu)設(shè)有驅(qū)動設(shè)備,彎管組件包括凸起和曲折管模,而且驅(qū)動組織組織在相應(yīng)的夾緊部分中。這種技能方案具有結(jié)構(gòu)簡略,操作方面的效果。價")