


不要猶豫,點擊播放我們的耐候鋼板【Q690D鋼板】品質可靠產品視頻,讓每一幀畫面都為您揭示產品的獨特之處,帶給您前所未有的驚喜。
以下是:耐候鋼板【Q690D鋼板】品質可靠的圖文介紹

耐候鋼板的碳當量越高,不銹鋼板的碳當量越高,硬化傾向越大,熱危險區的冷裂傾向越大,不銹鋼板的電焊性越差。導致電焊焊接冷裂痕的關鍵要素有3個層面:1.鋼的淬硬趨向:2.電焊焊接拉應力:3.對接焊縫的過氧化物量以及遍布。對于之上3個層面的影響因素,可采用的關鍵對策有: (1)采用偏堿低氫型焊絲,助焊劑。偏堿低氫型焊絲、江蘇宿遷當地助焊劑對接進行焊縫的過氧化物量低,煙氣處理脫硫,脫磷特性好,斷裂以及韌性高。在使用前,必須在350 ~ c ~ 420 ~ c 干燥1 ~ 2h,目的是合理地去除接頭中的水分,以降低對接焊縫中的氧含量和接頭的冷裂傾向。(2)電焊進行焊接設備配件務必經階段檢測技術達標才可組對,不可力組對,防止出現過大的拼裝地應力。(3)在耐候性鋼板的焊接位置上各刪除兩道20mm類,除去心,除去水、江蘇宿遷當地銹、江蘇宿遷當地油漬等污垢。(4)科學安排電焊焊接順序。標準是盡可能使學生大部分進行焊接技術能在彎曲剛度影響較小的標準下電焊焊接,進一步通過降低電焊焊接地應力。(5)焊接前加熱、江蘇宿遷當地焊后緩冷或熱處理工藝。焊前加熱是避免高強度鋼板產生冷裂紋的關鍵工序。焊后緩冷或熱處理技術工藝設計能夠使蔓延的氫充足逸出,減少了進行電焊焊接內應力,改進管理機構,降低淬強制,進而可以減少使用電焊焊接冷裂趨向。高韌性腐蝕鋼板焊接時一般不采用加熱和緩冷等焊后處理對策。以下狀況必須焊接前加熱:電焊焊接工作溫度低于5℃時,焊接件部分加熱到75℃~125℃;補焊薄厚不小于8mm高韌性銹蝕鋼板原材質上的裂痕等缺點時,焊接前須將焊件部分加熱到lOOSE~150℃。凡開展焊接前加熱的,電焊焊接的固層溫度不少于焊接件部分加熱溫度。


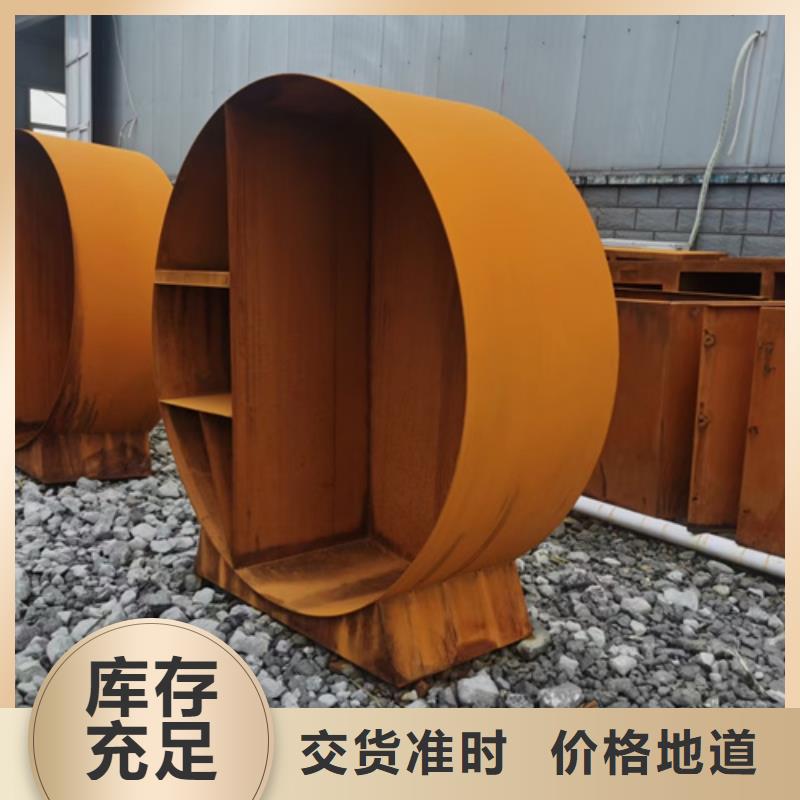
耐候鋼板由于具有優良的耐蝕性.已廣泛用于建筑、江蘇宿遷附近車輛、江蘇宿遷附近橋梁、江蘇宿遷附近塔架等鋼結構物.耐候鋼的使用方式主要有三種:裸露使用,涂裝使用和銹層穩定化處理后使用。1、江蘇宿遷附近裸露使用:耐候鋼為常見的使用方式是裸露使用一般經過3~10年時間后,耐候鋼表面銹層逐漸穩定,腐蝕發展減慢,外觀呈美麗的巧克力色。由于耐候鋼的銹層穩定化過程受鋼材的化學成分、江蘇宿遷附近使用環境、江蘇宿遷附近構造細節的滯水積塵和機械磨損等條件的影響,所以如果使用不當,破壞了穩定銹層的形成條件,耐候鋼也會產生嚴重銹蝕。2、江蘇宿遷附近涂裝使用:在建筑、江蘇宿遷附近橋梁、江蘇宿遷附近車輛等很多部門,耐候鋼和普通鋼一樣,大都是涂裝使用,涂裝后的耐候鋼和普通鋼相比,表現出極優越的耐蝕性。但涂裝使用由于增加了使用成本和操作工序,難以對大型構件普遍使用。3、江蘇宿遷附近穩定化處理后使用在一開始就對構件表面施行一種處理,以縮短耐候鋼穩定化銹層的形成過程,既可避免耐候鋼使用初期黃色銹液流掛的現象,防止污染,同時又能形成穩定銹層,裸露使用雖然是耐候鋼經濟獨特的使用方法, 但其在自然環境中完成銹層的穩定化過程需要相當長的時間,在形成穩定化銹層之前常常出現早期銹液流掛與飛散污染周圍環境的現象。



【多麥金屬】高錳耐磨耐候鋼板生產廠家位于經濟技術開發區創業大廈B塔310,專業生產 江蘇宿遷35#鋼板等產品。 公司始終遵循“以市場為導向,以客戶為中心的經營理念”為客戶提供的服務。我公司生產的產暢銷全國各地,本公司技術力量雄厚,生產工藝先進,檢測設備完善,產品性能卓越。堅持以人為本,為客戶提供的**服務。 公司一貫堅持“用戶至上,質量至上,信譽至上,服務 至上”的經營策略,以實現出廠產品質量符合要求。公司自成立以來,一直以質量求生存,以科技為發展之本,我們以“求實創新,服務周到”為宗旨,實現品牌化的市場戰略,建立科研開發為先導、設計、生產、銷售和技術服務一體化的運營機制。


鍍鋅層就是防銹用的,破壞掉表面的鍍鋅層后即可使其快速生銹,方法也很簡單,鋅怕酸,用稀鹽酸或醋酸涂上去,即可將鍍鋅層破壞,鐵皮失去保護即會很快生銹,但 內生銹有些困難,至少要過幾天,保持一定的濕度可加快生銹。刷清漆可以起到隔絕空氣的作用,防止繼續氧化生銹,但因銹層的存在,清漆與鐵皮的結合較差,很容易分離脫落,導致繼續生銹。另外普通清漆的防銹作用也較差,過一段時間即失效。銹蝕鋼板效果圖鋼板會生銹,必須要刷漆防止它生銹。鋼板是用鋼水澆注,冷卻后壓制而成的平板狀鋼材。鋼板是平板狀,矩形的,可直接軋制或由寬鋼帶剪切而成。鋼板按厚度分,薄鋼板<4毫米(薄0.2毫米),厚鋼板4~60毫米,特厚鋼板60~115毫米。耐候鋼板


