



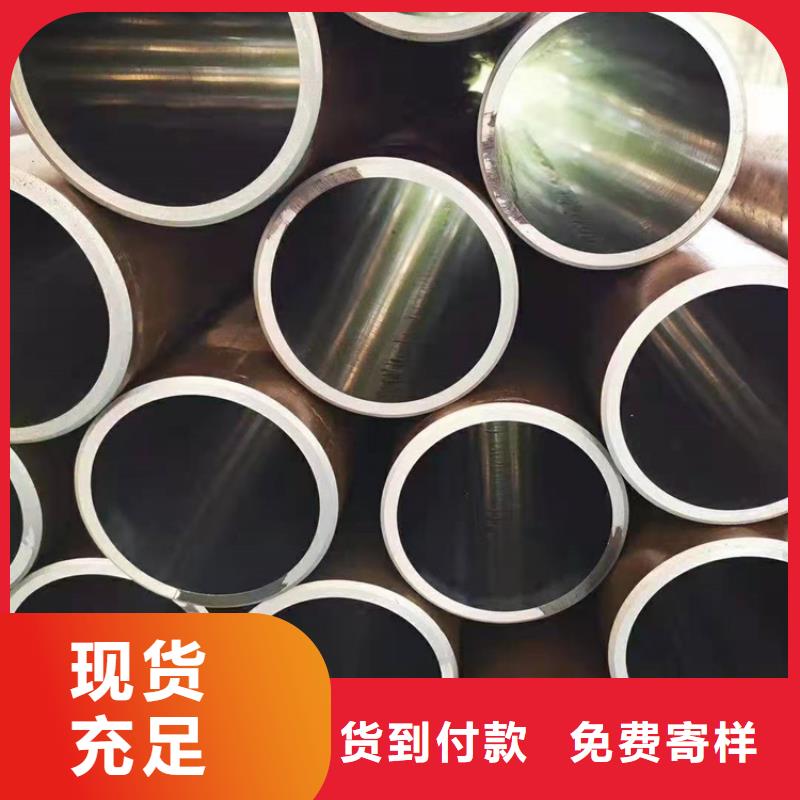
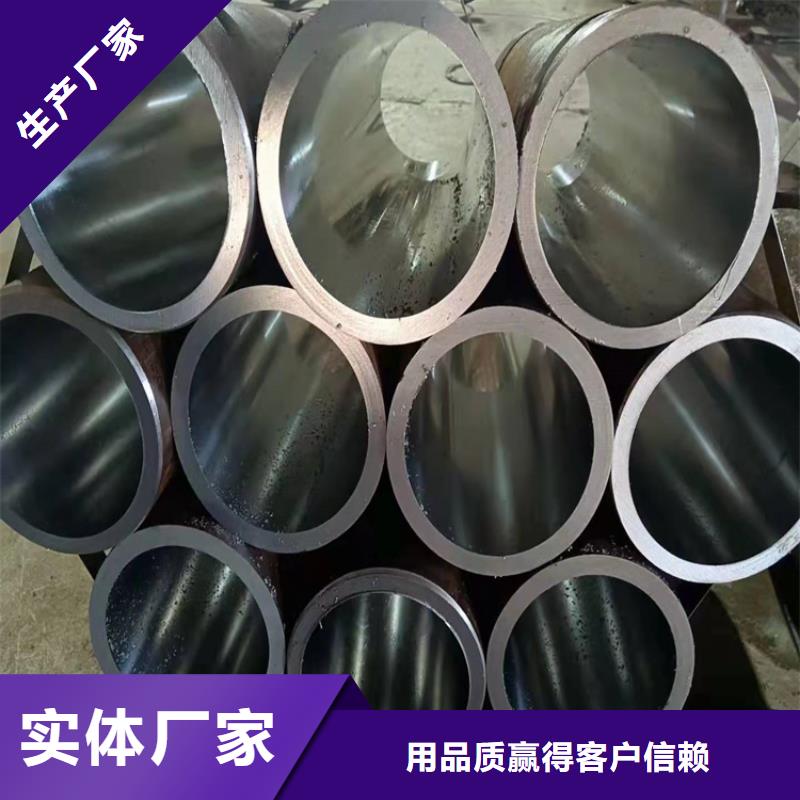






宿遷珩磨管油缸管絎磨管珩磨管:由冷軋精密無縫鋼管是由無縫鋼管成品管或無縫管荒管,經(jīng)酸洗,磷化,皂化處理后,然后經(jīng)冷軋管機(jī)軋制而成液壓鋼管。液壓鋼管精密度極高一般可控制在0。02-0。05MM范圍之內(nèi),其標(biāo)準(zhǔn)為:GB3639-83,內(nèi)經(jīng)允許偏差為0.03mm,內(nèi)表面粗糙度:Ra 0.2~0.8μm,液壓鋼管直線度:0.3~1.5mm/m,專用做油鋼的筒徑。在標(biāo)準(zhǔn)中為DIN2391-1 。液壓鋼管的原材料經(jīng)過精拔、無氧化光亮熱處理(NBK狀態(tài))、無損檢測、鋼管內(nèi)孔經(jīng)過高壓沖洗、酸洗,鋼管內(nèi)外壁用防銹油防銹處理、兩端封蓋用作防塵處理。 生產(chǎn)出來鋼管具有精密度高、光潔度好,鋼管內(nèi)外壁無氧化層,鋼管可以承受液體流通過的高壓,且鋼管冷彎不變形,可擴(kuò)口、壓扁無裂痕。研磨管
宿遷珩磨管油缸管絎磨管珩磨管的熱處理加工是一個很重要的工序,經(jīng)過熱處理加工后,可以讓其獲得較好的性能。那么如何對珩磨管進(jìn)行熱處理加工?1、其熱處理加工工藝過程:鍛壓退火、粗加工、調(diào)質(zhì)、半精加工、消應(yīng)力、粗磨、高頻淬火、回火、精加工。以下針對幾個比較關(guān)鍵的環(huán)節(jié)做一下著重介紹:
1、調(diào)質(zhì):調(diào)質(zhì)的目的就是使其可以具有良好的綜合機(jī)械性能,因些為了讓其可以獲得較高的韌性、相應(yīng)的強(qiáng)度以及優(yōu)良的力學(xué)性能,我們一般都需要對2Cr13材質(zhì)進(jìn)行調(diào)質(zhì)處理。 2、消應(yīng)力處理:所謂的消應(yīng)力處理,珩磨管出售,其實就是指除應(yīng)力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產(chǎn)生內(nèi)應(yīng)力,所以要進(jìn)行處理消應(yīng)力。
液壓鋼管基本上分為液壓系統(tǒng)上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。研磨管

宿遷珩磨管油缸管絎磨管厚壁珩磨管制造品質(zhì)規(guī)定留意的要點研磨管
1、規(guī)格精密度和外觀設(shè)計厚壁珩磨管的幾何圖形規(guī)格主要包含無縫鋼管的直徑、壁厚、橢圓形度、長短、彎折度、管內(nèi)孔切傾斜度、焊縫視角和鈍邊,異性朋友無縫鋼管的截面規(guī)格等。
2、工藝性能規(guī)范中要求了厚壁珩磨管的“表面光潔”的規(guī)定。3、淬火?淬火在全部的冷拔管制造中是十分關(guān)鍵的工藝流程,淬火品質(zhì)的優(yōu)劣既危害無縫鋼管的特性也危害氧化鐵皮的。普遍的缺點有:裂痕、發(fā)紋、內(nèi)折、外折、軋破、內(nèi)直道、外直道、離層、結(jié)痂、凹痕、凸包、麻坑(表面)、劃傷(擦破)、內(nèi)螺旋式道、外螺旋式道、青線、矯凹、輥印等。在其中裂痕、內(nèi)折、外折、軋破、離層、結(jié)痂、凹痕、凸包校線風(fēng)險缺點;無縫鋼管的表面、青線、擦破、輕度的內(nèi)外直道、輕度的內(nèi)外螺旋式、矯凹、輥印為一般性缺點。
3、物理學(xué)特性包含常溫狀態(tài)的物理性能和一定溫度下的物理性能(熱強(qiáng)特性和超低溫特性)和耐腐蝕特性(如空氣氧化、抗水蝕、抗強(qiáng)酸強(qiáng)堿等特性)一般狀況下在于鋼的成分、機(jī)構(gòu)特性和鋼的純度及其鋼的熱處理方法等。

宿遷珩磨管油缸管絎磨管一般高壓合金管用普通碳素鋼、優(yōu)質(zhì)碳素鋼、普通低合金鋼和合金結(jié)構(gòu)鋼制造,用于制作輸送液體管道或制作結(jié)構(gòu)、零件用。高精密珩磨管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高精密珩磨管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭彈簧(橡膠套)必須套進(jìn)接頭處,是保護(hù)接頭處與高精密珩磨管的脆弱處也可避免收管時成90度或180度的折損,而產(chǎn)生使用時容易爆管或漏劑之情形。在 次使用時一定要先試水壓,檢查是否有異狀,如大肚子,爆管,漏劑,以上這些如果沒發(fā)生就表示一切正常,如果有異常現(xiàn)象,這根高精密珩磨管不能使用,并嚴(yán)禁使用研磨管
