



更新時間:2025-01-26 16:01:47 瀏覽次數:4 公司名稱: 宏鉅天成鋼管有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 現貨直發 |
| 供貨總量 | 3000噸 |
| 運費說明 | 賣家負責 |

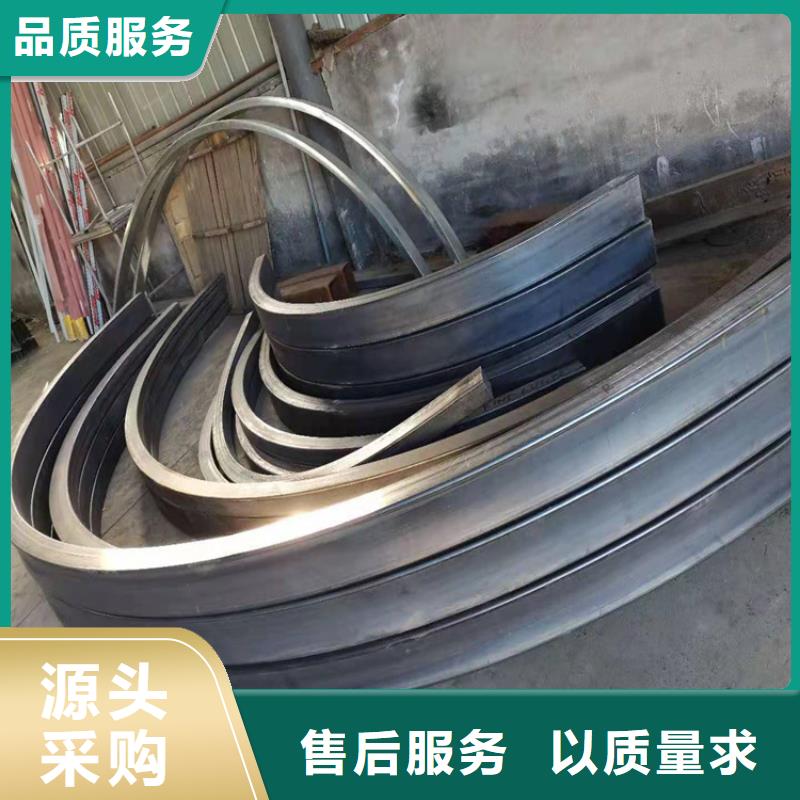








型材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數K成倒數的聯系。b=(G-W)/G×100=1/K. 式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據具體情況計算。
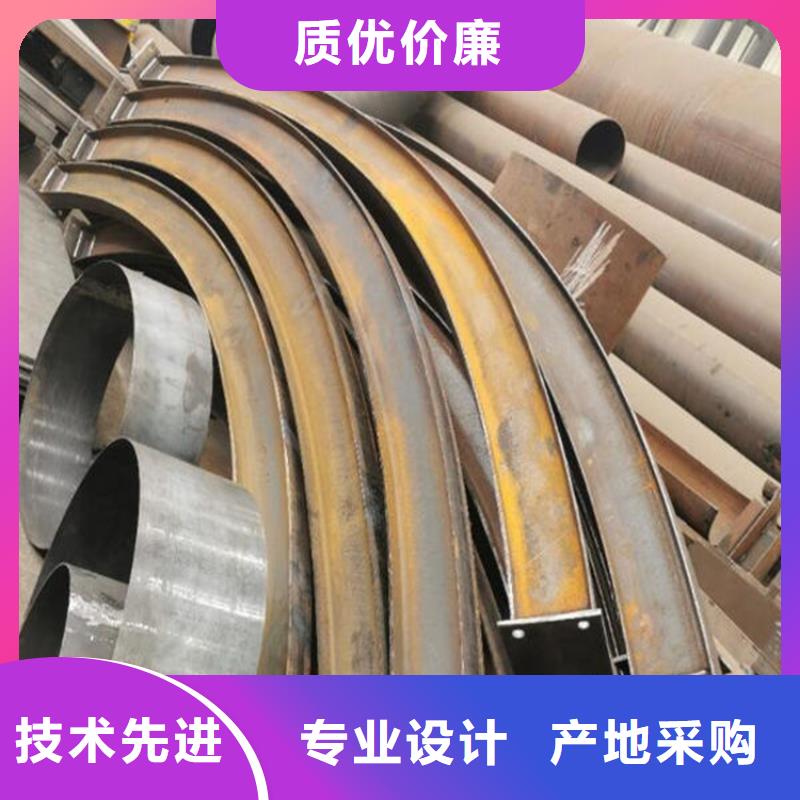
型材拉彎中彎管開裂的原因制作辦法:當加熱曲折的鋼管時,當曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會產生裂紋。在變形速度低,抗拉強度高的相似成形條件下,彎管加工設備在此條件下進行的全部曲折作業均會損壞。現在,有兩種類型的彎管加工設備,一個是預熱設備,另一個是彎管設備,前者設置在彎管設備中,后者設置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側設置彎管加工設備結構,上下彎管加工設備和相鄰的兩個彎管加工設備選用壓緊組織,夾緊構件在凸輪的推進下曲折。這樣,跋涉了產品的穩定性,也避免了回彈曲折的現象。運用了彎管設備,而且機床裝備了低壓油缸。上模的下方設有壓力缸,在上模的下方設有與下模相匹配的面,模具設置不才模的內芯上方,芯尾和底座相連接,旋轉版的結束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設置在旋轉板的旋轉內側。彎管加工設備大大跋涉了出產的功率,降低了勞動強度。彎管加工設備的曲折組織包括旋轉部分和安裝在旋轉部分上的管件,旋轉部分包括旋轉結構,其間旋轉結構設有驅動設備,彎管組件包括凸起和曲折管模,而且驅動組織組織在相應的夾緊部分中。這種技能方案具有結構簡略,操作方面的效果。
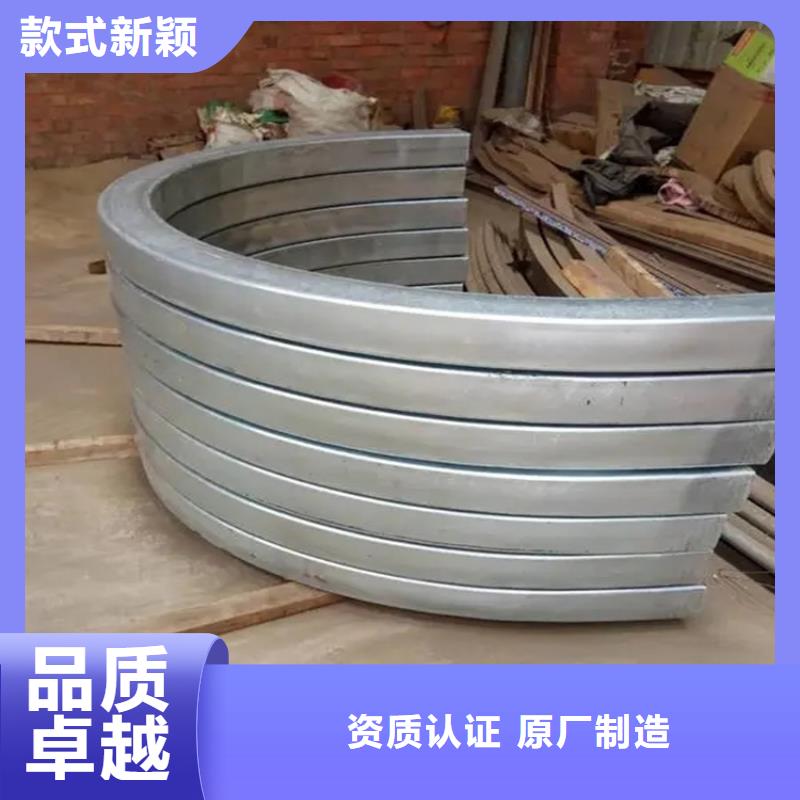
分析一下型材拉彎工藝的重點是什么所有的拉彎廠家以及拉彎型材的顧客都知道,拉彎便是把金屬板材、管材和型材曲折成一定曲率、形狀和尺度的工件的沖壓成形的工藝。到目前為止,拉彎這項技能在各種高壓容器。鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱柜鑲條等的制造中發揮著重要作用。那拉彎工藝的要害因素是什么呢?型材拉彎廠相關技能專家經過多年的潛心研究與創新,總結出挑選合適的加工參數是拉彎成形工藝的要害要素。確認拉彎工藝參數首先要考慮的便是這兩個方面。一是拉彎斷裂,一是截面尺度變形量過大。別的,在收邊拉彎加工中,加工參數挑選不妥會在腹板上產生失穩起皺的現象,這也是需要考慮的重要因素。
大家對型材拉彎工藝了解多少呢但鋁型材拉彎與板才成形較大的不相同取決于,板才一般 能夠覺得是各向異性的,而揉捏成型鋁型材的各式各樣特點則更加明顯。拉彎構件承擔樞軸抗拉力和彎距彼此成效下的構件變成拉彎構件。它包括軸力受拉構件和有橫著載荷成效的支撐桿構件。鋼架結構中拉彎構件運用偏少針對拉彎構件,假設彎距并不大而要害承擔樞軸抗拉力成效時,它的橫截面方式和一般樞軸支撐桿相同。彎在抗拉力和彎距的彼此成效下,橫截面出現塑性鉸即視作承受力的極限。但對格構式構件或冷拔厚壁槽鋼構件,橫截面邊沿出現塑性變形就現已大部分做到抗壓強度的極限。一般情況下。拉彎構件缺失整體可靠性和部分可靠性的概率并不大。是從事型材拉彎設備設計、制造、銷售;拉彎工藝研討和型材煨彎加工;拉彎產品出產的 化企業;建筑金屬結構協會成員。公司正以生氣勃勃的局勢迅速發展。