

聯系我們

橡膠止水帶桁架支座現貨銷售
更新時間:2025-01-30 22:02:27 瀏覽次數:1 公司名稱:衡水 上沅工程技術有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 上沅工程技術有限公司 |
| 規格 | 規格齊全 |
| 顏色 | 黑色 |
| 材質 | 橡膠制品 |
| 型號 | 型號齊全 |
| 品牌 | 上沅 |
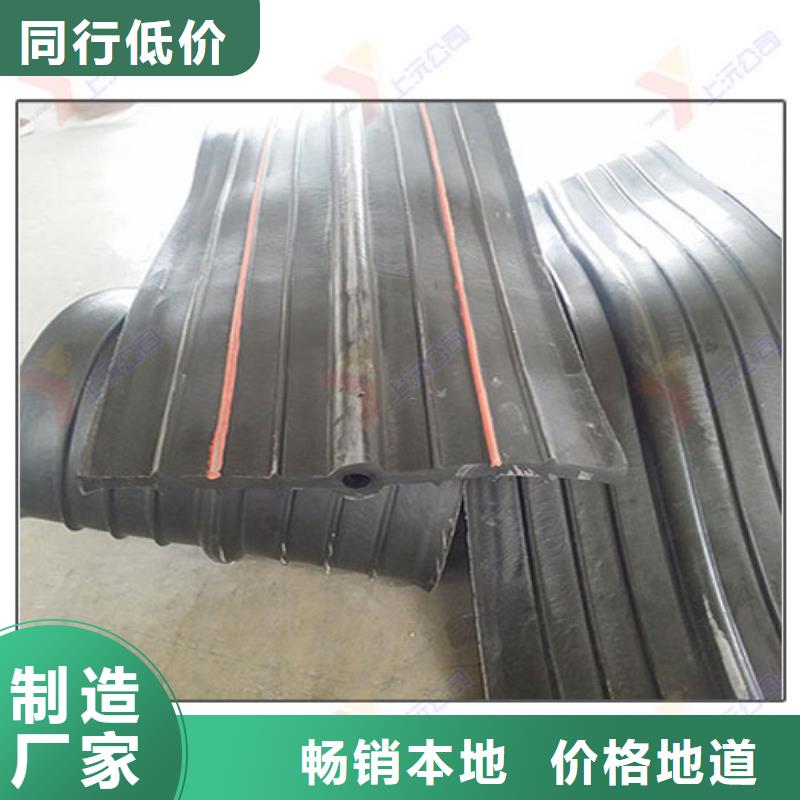


用途及適應溫度:
普通型:-25℃-+60℃;耐寒型:-40℃-+60℃
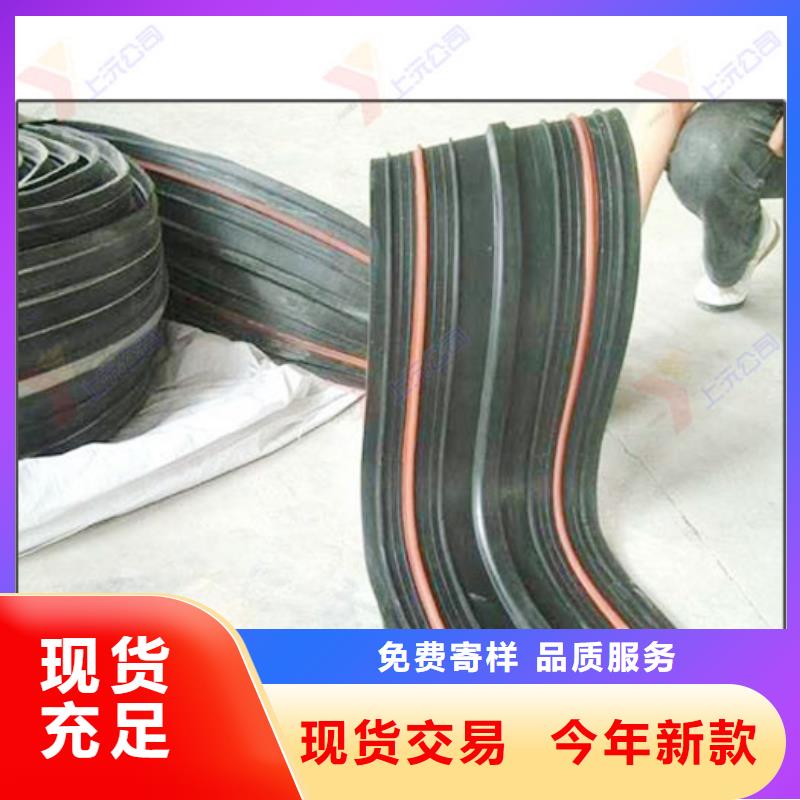
接頭方法
中埋式橡膠止水帶接頭方法有兩種:一種是采用粘接劑進行冷接頭,一種是使用熱硫化模具進行熱接。
下邊就分別介紹下兩種接頭方法:粘接劑冷接是采用橡膠止水帶專用冷接膠水、采用搭接法把止水帶需要接頭的斷面用磨光機磨平5~10厘米、涂膠水壓實即可,具有強度高、凝固快的優點、施工方便、省時省力,可達到工程質量要求。
現場熱接硫化法接頭是使用與止水帶匹配的熱硫化模具及生膠片現場硫化熱接,施工難度大,但接頭效果理想,適合對工程質量要求嚴格的項目。


在已打磨光滑的鋼邊兩面涂刷橡膠與金屬粘結劑。在加工打磨鋼板橡膠止水帶連接端頭的同時預熱橡膠止水帶的熔接模具好,預熱時間按電熱絲的發熱功率約在30分鐘。目的是將模具溫度控制在140~150℃度之間。當溫度計顯示模具溫度已到140~150℃即可進行后續步驟。把需要熔接鋼邊橡膠止水帶兩端頭按步驟2搭接放入橡膠熔接模具底模的中間,連接處放滿生膠片。按模具的對中孔洞,輕輕放置熔接模具的頂模。在安放模具頂模的過程中要避免生膠片和熔接端頭的跑位,如果過程中鋼邊橡膠止水帶需熔接的兩端頭跑位,需重復此步驟,確保熔接兩端頭的正確位置。用千斤頂將安放好的頂模具加壓。此步驟注意的是: 次千斤頂加壓壓力不要過大大,加壓至模具頂模和底模之間距離在2cm左右。待熔接鋼邊橡膠止水帶的生膠片硫化一段時間,約5~10分鐘后再進行千斤頂的二次加壓。



上沅工程技術有限公司是一家專業生產 四川遂寧橡膠支座的現代化企業。公司位于龍熙順景A區3號樓,位置優越,交通便利。公司技術力量雄厚,產品規格齊全。目前,公司生產 四川遂寧橡膠支座
我們始終為客戶提供好的產品和技術支持、健全的售后服務。


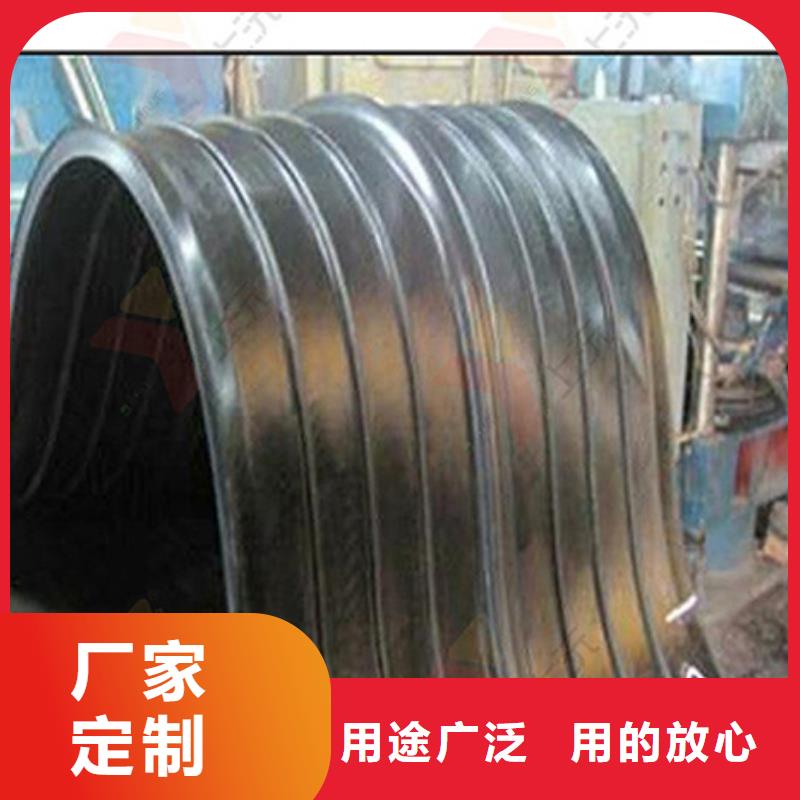
中埋可注漿式止水帶的特點
止水帶在防水的過程中,即使防水性能再好的止水帶在變形縫與施工縫的施工過程中,如果施工質量不達標,水仍然可以從止水帶與砼間的縫隙滲出,引起漏水;另外止水帶的接縫質量差也是引起施工縫漏水的主要原因。
在制品設計過程中,應考慮到下列因素
1)止水帶應安裝方便,并保持定位;
2)止水帶應與混凝土結合緊密可靠;
3)能對完工后的止水帶施工質量進行檢測;
4)如果因為止水帶質量或施工質量等原因,造成施工縫滲水,應設置第二道防水防線,有效的修補,且修補后的防水質量可靠耐久。


