



更新時間:2025-01-28 06:15:00 瀏覽次數:3 公司名稱:無錫 新弘揚特鋼有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6550-15600/噸 |
| 發貨期限 | 1-5天 |
| 供貨總量 | 200噸 |
| 運費說明 | 貨到付款或現付 |
| 最小起訂 | 1 |
| 質量等級 | A |
| 是否廠家 | 代理 |
| 產品材質 | 齊全 |
| 產品品牌 | 國內各大鋼廠 |
| 產品規格 | 齊全 |
| 發貨城市 | 無錫 |
| 產品產地 | 天鋼,寶鋼,冶鋼,成鋼等 |
| 加工定制 | 可以 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國· |
| 產品重量 | 0.1-10000000 |
| 產品顏色 | 黑 |
| 質保時間 | 1年 |
| 外形尺寸 | 都有 |
| 適用領域 | 機械,化工,設備,電廠等等 |
| 是否進口 | 否 |
| 質量認證 | A |
| 產品功率 | 大 |
| 工作溫度 | 適合 |
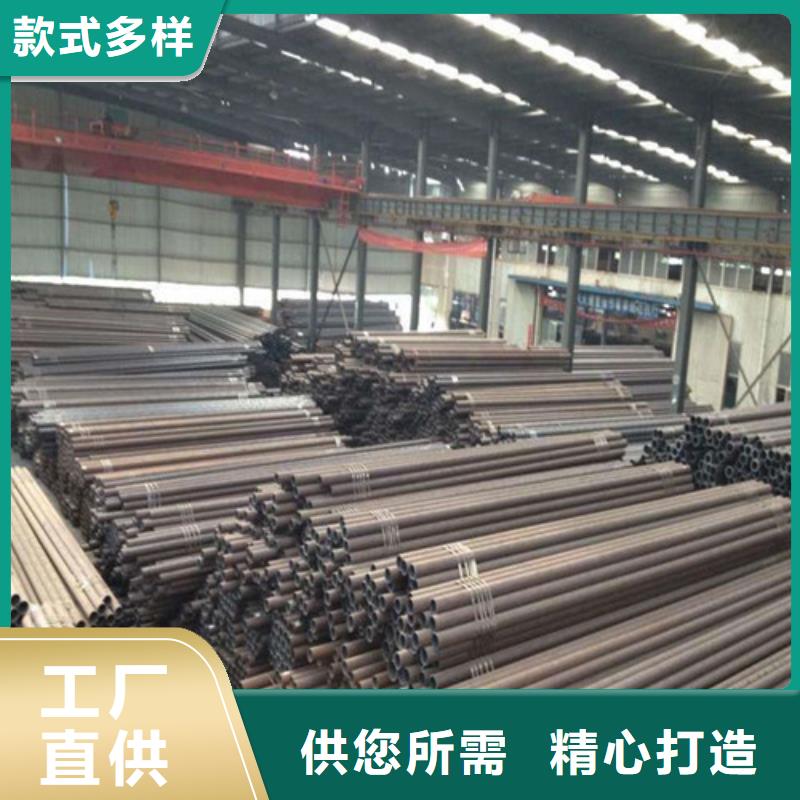
| 外形圓管 黑皮 亮皮 | 包裝捆裝 散裝等 |
| 長度1-15米長 | 性能合格 |
| 規格多 | 保質保量 |
| 材質多 | 運費合理 |




成分檢驗編輯 語音(1)GB3087-2008《低中壓鍋爐用無縫鋼管》規定。化學成分試驗方法按GB222-84及GB223《鋼鐵及合金化學分析方法》中的有關部分。(2)GB/T5310-2008《高壓鍋爐用無縫鋼管》規定。化學成分試驗方法按GB222-84及《鋼鐵及合金化學分析方法》、GB223《鋼鐵及合金化學分析方法》中的有關部分。(3)進口鍋爐鋼管的化學成分檢驗按合同規定的有關標準進行。生產方法編輯 語音鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產 方法見表1、2。
力學性能 鋼管鍍鋅前的力學性能應符合GB 3091的規定。5、鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。7、水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,力學性能①抗拉強度(σb):試樣在拉伸過程中,在拉斷時所承受的力(Fb),除以試樣原橫截面積(So)所得的應力(σ),稱為抗拉強度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的能力。式中:Fb--試樣拉斷時所承受的力,N(牛頓); So--試樣原始橫截面積,mm2。
鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。
吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。
公制焊管:規格用作無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優質碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經冷撥方法制成。公制焊管分普能和薄壁、普通用作結構件,如傳動軸,或輸送流體,薄壁用來生產家具、燈具等,要保證鋼管強度和彎曲試驗。
托輥管:用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
直縫焊鋼管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。
直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經過簡單拋光,拉絲就可以了。
補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。
焊管工藝流程
原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。
特點
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。