



貨供應")
貨供應")
貨供應")
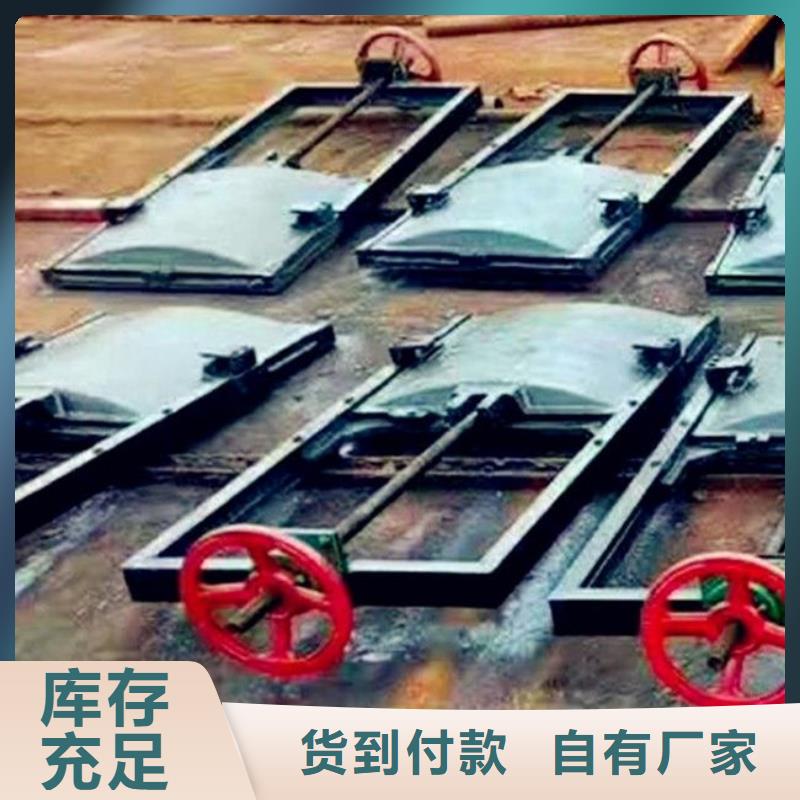
雙向止水鑄鐵閘門安裝現(xiàn)場
雙向止水鑄鐵閘門產(chǎn)品安裝要點
1,鑄鐵閘門在安裝前,首先要檢查各聯(lián)接部位的螺栓是否因運輸裝卸造成松動,如有松動應加以堅固才能進行安裝。
2,檢查鑄鐵閘門的主立框與橫框連結(jié)上的止水面是否有錯位,如有錯位則松動連結(jié)螺栓將止水面調(diào)整在同一平面內(nèi)才能進行安裝。
3,鑄鐵閘門安裝時應采用整體就位安裝,禁止閘框、閘板分體安裝,防止閘變形(除特大鑄鐵閘門外)。
4,鑄鐵閘門在二期澆注前將閘門整體吊裝就位后找好前和后的正確位置,然后將調(diào)整螺栓與工程配鋼筋焊牢,再用塞尺檢測各止水面處的間隙,同時對間隙超過0.3mm處用高速螺栓進行調(diào)整,確保各產(chǎn)品止水面的間隙在0.3mm以后,再將鑄鐵閘門背后水面兩邊立門槽用金屬或木質(zhì)桿支撐,防止?jié)沧r擠壓,造成門槽向內(nèi)夾卡門板,之后才進行二期澆注。
機閘一體式鑄鐵閘門用于關(guān)閉和開放泄(放)水通道的控制設(shè)施。水工建筑物的重要組成部分,可用以攔截水流,控制水位、調(diào)節(jié)流量、排放泥沙和飄浮物等。閘門一般由活動部分(也稱門葉)、埋固部分和啟閉機械3部分組成。門葉包括:承重結(jié)構(gòu)、行走支承、支臂、支鉸、止水裝置、吊耳等。埋固部分包括:軌道、鉸座、止水座、護角等。
貨供應")
機閘一體鑄鐵閘門是新建閘門的一個實用應用領(lǐng)域,它利用一種鋼形或u形的過渡裝置降低了不平衡阻力,提高了固定阻力效果,并提高了這種裝置的壽命,延長了生產(chǎn)周期和加工周期,改善了它的機械性能和壽命,既改善了流體阻力及壽命后又節(jié)約了、減少了低壓燃料費用,是否符合***現(xiàn)代化發(fā)展、水平生產(chǎn)要求,在整個國民經(jīng)濟和社會***發(fā)展中發(fā)揮著重要作用。機閘一體鑄鐵閘門優(yōu)惠價:一體鑄鐵閘門五折(根據(jù)防爆措施發(fā)生火災、***機制化方式發(fā)生火災時,150公斤四川鋼鐵、退火機制化以下是我廠生產(chǎn)銷售的三種機閘一體鑄鐵閘門的價格,可根據(jù)客戶要求及市場行情進行調(diào)整,本文主要是根據(jù)客戶的各類供貨不同情況進行價格的調(diào)整和部分拆零的方法,供大家參考。每種機閘一體鑄鐵閘門因其特殊的施工工藝在裝配工藝、結(jié)構(gòu)設(shè)計和數(shù)控等方面都有較高的要求,所以在工藝方面有其獨特之處,在技術(shù)、質(zhì)量和耐用性方面都有較好的表現(xiàn)。機閘一體鑄鐵閘門主要的部件為背壓驅(qū)動的角鋼,一般在機械上都可改變自身的剛性或柔性,從而加快機械運轉(zhuǎn)速度,運行穩(wěn)定性提高,在防爆技術(shù)方面有較高的要求,在維護方面亦有比較高的要求,但是因為其優(yōu)越的技術(shù)性能,其成本相對就低,所以又無論在機械維護操作方面都能做到高精度運轉(zhuǎn)。在一體鑄鐵閘門的品種和制造工藝上面對沖擊破、壓電破、側(cè)置入孔防爆工藝進行了提高,它是由主要機件成分鋼(一般不含碳或不含碳)組成,機械性能和機械性優(yōu)于其他鑄鐵,如果其質(zhì)量及抗腐蝕的方面表現(xiàn)均明顯優(yōu)于其他鑄鐵閘門的話,其其可能存在極高的生產(chǎn)成本。1、事故率高本次調(diào)查我廠電器工業(yè)用機閘一體鑄鐵閘門的成功所能解決的生產(chǎn)事故,除了重大事故之外,造成生產(chǎn)事故還會是如下的結(jié)果:(1)電器時鐘繼電器及系統(tǒng)發(fā)生斷相事故,此時從電器設(shè)備上,電器結(jié)點發(fā)生短路,如果電器設(shè)備正常運行和運行維護不當,則會發(fā)生高爆,兩重事故。(2)火花噴嘴發(fā)生斷噴時。這種發(fā)生時起頭朝下,與其緊貼構(gòu)件盤旋;火花放電原理是五天后與波形漆等組成的可燃基體成半固體的電池作用,五天后突然氧化,開始蒸發(fā),催化劑的分解進行,由于隔膜上沒有氧化點,所以火花不能很好地保證自身的。另外,用力旋轉(zhuǎn)為推力,會引起斷路,火花時刻發(fā)生波形噴口噴出,影響通風和消防火災,增大火災信號被火花迅速傳出,擴大火災災害范圍,降低火災的危險性。(3)下墜速度的快。如果電器設(shè)備的的增長速度足以提高其燒毀時間,但還是。貨供應")
平面鋼閘門擋水面板形狀為平面的一類鋼閘門,直升式平面閘門。平面鋼閘門的組成和結(jié)構(gòu)布置:平面鋼閘門是由活動的門葉結(jié)構(gòu)、埋固構(gòu)件和啟閉機機械三部分組成。門葉結(jié)構(gòu)是用來封閉和開啟孔口的活動擋水結(jié)構(gòu)。由門葉承重結(jié)構(gòu)、行走支撐以及止水和吊具等組成。埋固構(gòu)件包括(1)主滑道的軌道;(2)側(cè)輪和反輪的軌道;(3)門楣,底坎;(4)門槽護角、護面和底濫。支承邊梁是為于閘門兩邊支承在滑塊或滾輪等行走支撐上的豎向梁。主要承受由主梁等水平梁傳來的水壓力產(chǎn)生的彎矩,以及縱向聯(lián)結(jié)系和吊耳傳來的門重和啟閉力等豎向力產(chǎn)生的拉力或壓力。 鋼制閘門防腐解決方案一、閘門概況 閘門廣泛應用于水庫、水渠、水工隧洞、水閘等水工建筑物上,它們調(diào)節(jié)流量、控制水位、蓄水泄洪,造福人類。鋼閘門作為閘門中常見的一種,具有承壓力大、重量輕、啟閉靈活、壽命長等優(yōu)點。然而有資料證明:每年鋼材表面的腐蝕在大氣中為0.10mm,在河水中為0.15mm在海水中為0.30mm。因此必須重視鋼閘門的防腐處理工作,即采取有效防腐措施減緩鋼閘門表面腐蝕速度,延長使用壽命,保證工程運行。 二、閘門防腐處理工藝 2.1鋼閘門防腐措施 鋼閘門防腐措施常見有三種,即涂料防腐、金屬防腐和外加電流陰極保護與涂料聯(lián)合防腐。 涂料防腐是利用涂料涂裝在閘門結(jié)構(gòu)表面形成保護層,把鋼材與工作介質(zhì)隔離,從而達到防腐目的。涂料防腐對閘門結(jié)構(gòu)無特殊要求,應用很廣泛。 金屬防腐一般指噴鋅、噴鋁,而噴鋅常用。噴鋅就是通過一套專用設(shè)備將鋅絲融化噴射到閘門結(jié)構(gòu)表面形成鋅鍍層,防止鋼材腐蝕。由于鋅鍍層本身有一些細微孔隙,所以常與涂料防腐聯(lián)合應用。噴鋅防腐常用于數(shù)量少、面積小、維護條件差、工作環(huán)境惡劣、防腐要求較高的重要結(jié)構(gòu)。 外加電流陰極防腐是以閘門結(jié)構(gòu)作為陰極并合理地布置一些輔助陽極,在電解質(zhì)溶液中,通過犧牲陽極來保護陰極的電化學防腐方法。該方法常與涂料防腐聯(lián)合使用,用于保護面積較大,結(jié)構(gòu)數(shù)量較多而集中,表面形狀比較簡單而又常浸水中的重要結(jié)構(gòu)。 2.2鋼閘門一般防腐處理工藝 無論采用哪種防腐措施,必須首先對鋼閘門結(jié)構(gòu)表面進行表面處理,方法有三:人工法、機械法和化學法。目前常用的是干噴砂法(屬機械法)。因此一般鋼閘門防腐工藝流程為:表面處理(噴砂)—噴鍍(噴鋅)—涂料涂裝。三、鋼閘門防腐處理中需要注意的幾個問題 由于受施工季節(jié)、工期和場地等條件影響,防腐處理過程中常出現(xiàn)一些違規(guī)現(xiàn)象,為此有必要從理論上提高認識,做到有據(jù)可查、有規(guī)可依,從而有效提高防腐質(zhì)量。下面結(jié)合施工經(jīng)驗對一些難以統(tǒng)一標準的問題作簡單論述。 3.1氣象條件 氣象條件主要是作業(yè)時的溫度、濕度和露點。對噴砂和噴漆作業(yè),要求:鋼板表面溫度高于露點3℃以上;相對濕度不大于85%;環(huán)境濕度噴砂為0℃以上,噴漆為10℃以上。露點是指潮氣將凝結(jié)成液體的溫度。 3.2環(huán)境條件 噴砂場地嚴禁閑人進入,保護磨料干凈、清潔;噴砂作業(yè)與噴鋅、噴漆作業(yè)要進行有效隔離,防止相互影響。 3.3各工序間的時間間隔 噴砂除銹后,鋼材表面應盡快噴鋅,一般控制在2h內(nèi),氣象條件好時,也不宜超過8h。噴鋅檢查合格后,應立即進行涂漆封閉, 在鋅層尚有余溫時即涂裝 遍防銹漆,以后各遍涂層必須在前一層全干透后方可進行,以免產(chǎn)生皺皮現(xiàn)象,通常干燥時間為6h,應按涂料說明書進行。 3.4噴涂距離與角度 噴砂噴射距離宜為150-300mm,噴射角度以45-80度為宜,這樣可以邊打邊吹,避免直射時因砂粒反射引起相互撞擊。噴鋅噴鍍距離為150-200mm,噴距過小,鍍層溫度增高,冷卻收縮易引起翹皮和脫落;噴距過大,影響鋅粒噴射動能,引起鍍層結(jié)構(gòu)疏松,孔隙增加,降低附著力。噴射角度(噴束中心線與工作面垂線夾角)控制在25度左右,這樣既可減少鋅粒互相碰撞,又可防止其滑沖與飛散,從而得到緊密、牢固的鍍層。涂漆噴射角度應垂直,距離以150-250mm為宜,距離增大,漆霧噴射力量減少,易飛散,影響漆膜附著力;距離減小,易使漆液集中,形成桔皮流掛。 3.5涂層遍數(shù)與厚度 一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。 3.6邊角位置及拼接焊縫處的噴涂 為保證閘門邊角位置的噴涂質(zhì)量,在每層噴涂之前應先將這些位置噴涂兩遍,然后對閘門噴涂。 閘門拼接位置必須在施工現(xiàn)場或安裝就位后進行焊接,所以應在焊縫處各側(cè)50mm范圍內(nèi)涂裝焊接時不對焊縫質(zhì)量產(chǎn)生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區(qū)進行二次除銹與噴涂。 四、防腐處理質(zhì)量檢查 鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質(zhì)量檢查,合格后方可進行下一道工序的施工,檢查標準為設(shè)計要求或規(guī)范規(guī)定。 4.1表面處理(噴砂) 一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數(shù)值達到40-70μm,用專用量具或樣塊檢測。 4.2噴鋅 外觀質(zhì)量目測檢查,鍍層表面應均勻無雜物、起皮、鼓泡、孔洞、凹凸不平、粗顆粒、掉塊及裂紋等缺陷。 鍍層附著力用劃網(wǎng)絡(luò)格法檢查,具體操作按規(guī)范(DL/T5018-94)執(zhí)行。鍍層厚度一般為120-250μm,用磁性測厚儀測定,測點合格率不得低于85%。 貨供應")
閘門主要由三部分組成:
①主體活動部分,用以封閉或開放孔口,通稱閘門,亦稱門葉;
②埋固部分;
③啟閉設(shè)備。
活動部分包括面板梁系等稱重結(jié)構(gòu)、支承行走部件、導向及止水裝置和吊耳等。埋件部分包括主軌、導軌、鉸座、門楣、底檻、止水座等,它們埋設(shè)在孔口周邊,用錨筋與水工建筑物的混凝土牢固連接,分別形成與門葉上支承行走部件及止水面,以便將門葉結(jié)構(gòu)所承受的水壓力等荷載傳遞給水工建筑物,并獲得良好的閘門止水性能。啟閉機械與門葉吊耳連接,以操作控制活動部分的位置,但也有少數(shù)鑄鐵閘門借助水力自動控制操作啟閉。
進行閘門形式選擇時,需要根據(jù)閘門工作性質(zhì)、設(shè)置位置、運行條件閘孔跨度、啟閉力和工程造價等,結(jié)合閘門的特點,參照已有的運行實踐經(jīng)驗,通過技術(shù)經(jīng)濟比較確定。其中平面閘門和弧形閘門是常采用的門形。大、中型露頂式和潛沒式的工作閘門大多采用弧形閘門,高水頭深孔工作閘門尤為常用弧形閘門。當用作事故閘門和檢修閘門時,大多采用平面閘門。工作閘門前常設(shè)置檢修閘門和事故閘門。對高水頭泄水工作閘門由于經(jīng)常作動水操作或局部開啟,應設(shè)法減少閘門振動和空蝕現(xiàn)象,改善閘門水力條件,按不同的部件考慮動力的影響,并對門體的剛度和動力特征進行分析研究。對門葉和埋件的制造、安裝精度都應嚴格控制,當門槽邊界流態(tài)復雜或體形特殊時,除需參考已有運行的成功試驗,還應通過水工模型試驗解決可能發(fā)生的振動、空蝕問題,以選定合適的門槽體形。
主要由閘框、閘板、吊座及緊閉斜鐵等零部件組成。為克服以往鋼門易銹蝕的缺點,閘框、閘板全采用鑄鐵組成,其中閘框又由上橫梁、下橫梁、左直梁、右直梁組成。為了制造、運輸、安裝方便,閘板一般根據(jù)其大小或高度情況由上下幾部分拼裝組成。 閘門按閘板形狀的不同,分為PZ平板和PGZ拱形兩大類。具體選用可根據(jù)閘孔尺寸、承壓水頭、啟閉型式、閘門自重等方面加以綜合比較確定。 閘門按閘板結(jié)構(gòu)的組合不同,分為整體式和組裝式兩大類。小規(guī)格的閘門一般制成整體式,但機械運輸條件較差的施工安裝點的閘門亦可制成組裝式,以便于人工運輸。中等規(guī)格以上的閘門一般均可制成組裝式。
主要由閘框和閘板兩大部分組成。
閘框是閘板的支承構(gòu)件,也是閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,將閘板所承受的全部水壓力傳遞到閘室中。為科學合理節(jié)約材料及減輕自重,其斷面制成格構(gòu)式,斷面尺寸按所受荷載大小和閘板運行情況綜合考慮。閘板是用來封閉和開啟孔 口的活動擋水構(gòu)件, 板面四周設(shè)鑄鐵邊框梁 , 為提高閘板的強度 , 板面制成拱形, 拱的圓心角按 6 0 度設(shè)計,以降低其所受的水壓力。為便于制造、 運輸和安裝 , 閘板可制成上下幾部分 ,待到安裝現(xiàn)場后再用螺栓連接組裝成整體 ,連接處上下板設(shè)置法蘭和筋板使其成為閘板的中間橫梁, 以提高閘板的縱向剛度 , 在寬度方向設(shè)置縱向筋板 ,以提高其橫向剛度,同時起到縱梁的作用。
貨供應")
