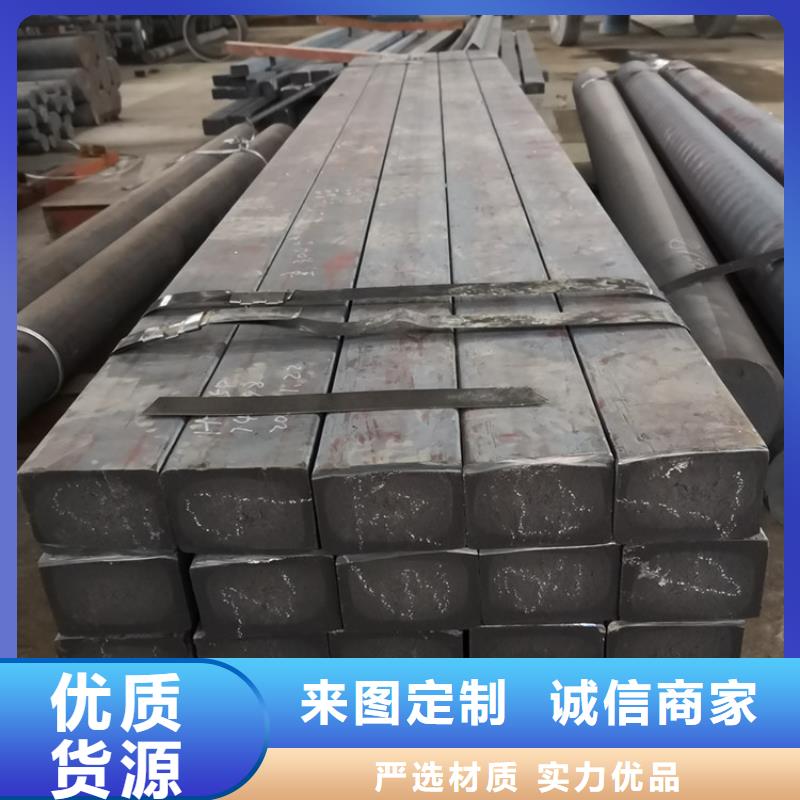
以下是:球磨鑄鐵方鋼QT700-2型號齊全的產品參數
| 產品參數 |
|---|
| 產品價格 | 5.6元/kg |
|---|
| 發貨期限 | 當天發貨 |
|---|
| 供貨總量 | 88888 |
|---|
| 運費說明 | 議定 |
|---|
| 最小起訂 | 5 |
|---|
| 質量等級 | 國標 |
|---|
| 是否廠家 | 廠家 |
|---|
| 產品材質 | 鑄鐵棒 |
|---|
| 產品品牌 | 億錦 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 山東 |
|---|
| 產品名稱: | 鑄鐵型材 |
|---|
| 生產工藝: | 水平連鑄 |
|---|
| 產品優勢: | 無氣孔/無砂眼 |
|---|
| 產品用途: | 機械加工/精密制造 |
|---|
| 產品價格: | 5.6元/公斤 |
|---|
導讀 在四川省采買球磨鑄鐵方鋼QT700-2型號齊全到億錦天澤鋼鐵有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:邢濤-18954456733,QQ:1799311315,地址:《聊城開發區鳳凰工業園發貨到四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市》。 四川省 四川省,簡稱“川”或“蜀”,是中華人民共和國省級行政區、中國道教發源地、古蜀文明發祥地、全世界早的紙幣“交子”出現地。位于中國西南地區內陸,地處長江上游,素有“天府之國”的美譽。省會成都。四川鹽業文化,酒文化源遠流長;三國文化,紅軍文化,巴人文化精彩紛呈。介于北緯26°03′~34°19′,東經97°21′~108°12′之間,與重慶、貴州、云南、西藏、青海、甘肅和陜西等7省(自治區、直轄市)接壤。四川省總面積48.6萬平方千米,轄21個地級行政區,其中18個地級市、3個自治州。共55個市轄區、19個縣級市,105個縣,4個自治縣,合計183個縣級區劃。街道459個、鎮2016個、鄉626個,合計3101個鄉級區劃。2022年末,四川省常住人口8374萬人,常住人口城鎮化率58.35%。

鑄鐵型材的化學成分一般由供方決定,且不要求作為驗收依據。
經常規熱處理后可以獲得各種需要的基體組織廈性能,表面處理容易,鑄鐵型材表面進行玻璃,搪瓷涂層,銅,鉻,鎢電鍍,滲碳,氨等表面處理,性能遠遠高于砂鑄件和鋼件。灰鑄鐵型材主要由鐵,碳和硅組成的合金的總稱。灰鑄鐵型材抗拉強度和塑性低在這些合金中,含碳量超過在共晶溫度時能保留在奧氏體固溶體中的量,鑄鐵主要由鐵,碳和硅組成的合金的總稱,在這些合金中,含碳量超過在共晶溫度時能保留在奧氏體固溶體中的量。
對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。對于矩形或異形截面型材而盲,是指與之截面積相當的圓形型材的 直徑(簡稱為換算直徑,以下同):對于寬厚比大于5的板材,指型材厚度的2倍。 2球鐵型材的抗拉強度和伸長率 同一牌號,不同直徑或不同截面尺寸球鐵型材的抗拉強度和伸長率應符合表3的規定。 表3球鐵型材的小抗拉強度和偉長率 型材尺寸 30≤D≤120 120<D≤300 牌 號 抗拉強度 伸長率 抗拉強度 伸長率 MPa (%)

開發球墨鑄鐵水冷銅合金金屬型鑄造工藝。 主要工藝路線是采用水冷銅型模具,利用水冷帶走金屬型模具熱量,使模具在快速鑄造生產中保持一定恒溫。針對模具應具有高熱傳導性、一定的耐磨性和易于加工的要求,在銅合金模具選材上,研究開發了Cr-Zr-Mg銅合金模具材料,提出Cr-Zr-Mg銅合金成分范圍和機械性能,并確定其冶金制造工藝流程。
對出現在鑄鐵型材內部的夾雜缺陷,進行了地研究分析,明確了夾雜物的分布規律、元素組成、來源及形成原因,并就如何控制該缺陷的產生給出了相關的建議。對大斷面型材表面出現的疤皮缺陷,分析了形成原因,討論了影響其形成的因素,并提出了能有效疤皮缺陷的措施。優化設計后得到的鑄鐵型材新生產線,能夠滿足 尺寸為400mm的鑄鐵型材的生產,且生產鑄鐵型材的工序簡化,各設備的結構組成更為簡單合理.鑄鐵型材中的夾雜物主要聚集分布在其中心線上方約3/4半徑處,其中大尺寸的夾雜物主要來源于球化和孕育處理,因此解決鑄鐵型材內部夾雜問題的關鍵是控制球化和孕育處理的相關參數
有三個是咨詢鑄鐵牌號比較典型。其一來自蘇州甪直的一家日資企業,她需要的鑄鐵牌號是FCD4等同于國標QT450經了解是應用在機床結構件上的,所以我們她選用我們常備的QT500-7鑄鐵型材,高溫回火后延伸率高可達20%。

億錦天澤鋼鐵有限公司
四川球磨鑄鐵方鋼QT700-2型號齊全


總結 在四川省采購球磨鑄鐵方鋼QT700-2型號齊全請認準億錦天澤鋼鐵有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:邢濤-18954456733,QQ:1799311315,地址:開發區鳳凰工業園)。