



別再等待了,僅僅一分鐘,就能通過我們的螺旋管內外拋光流體管廠家直銷售后完善產品視頻探索到無數令人心動的細節和亮點。
以下是:螺旋管內外拋光流體管廠家直銷售后完善的圖文介紹



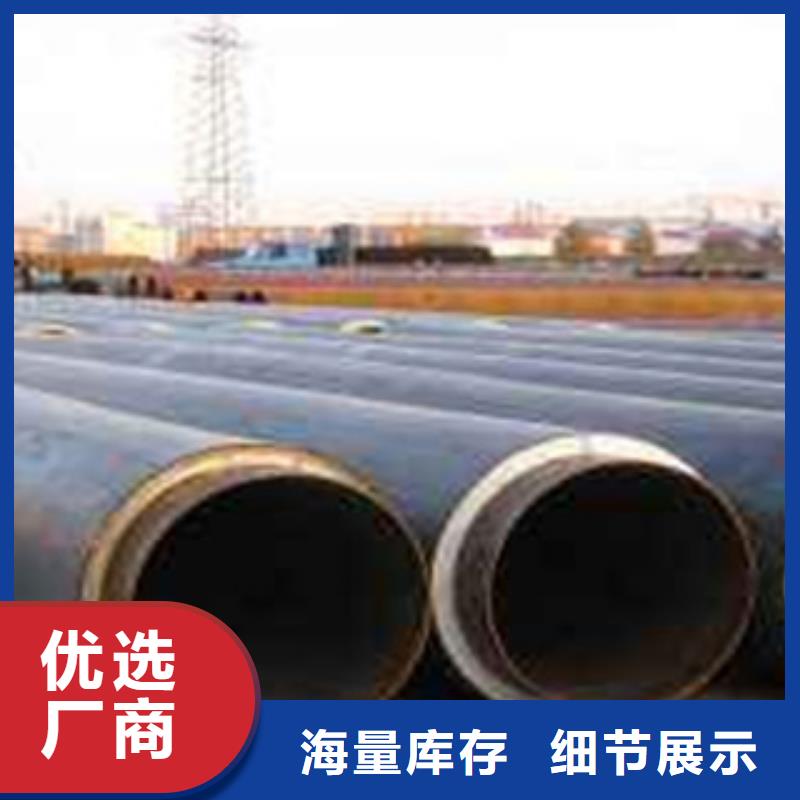
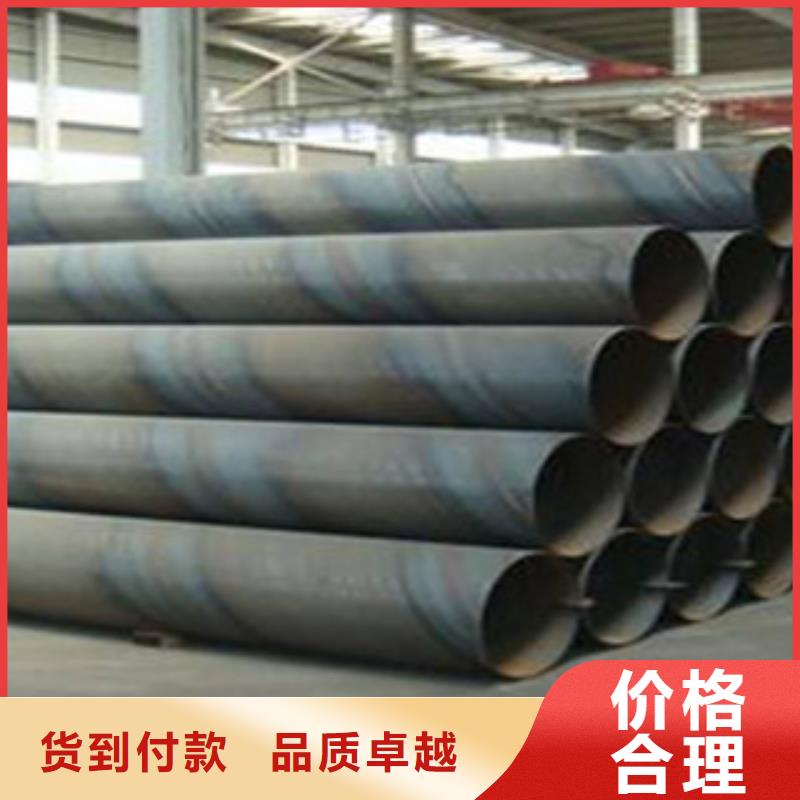
螺旋管是以帶鋼卷板為原材料,采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓機檢測裝置嚴格控制。試驗參數自動打印記錄。管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。



螺旋焊管的優點:
(1)使用同一寬度的帶鋼能夠生產出不同直徑的鋼管,尤其是可用窄帶鋼生產大直徑的鋼管。
(2)同等壓力條件下,螺旋形焊縫所承受的應力比直縫小,為直縫焊管的75%~90%,因而能夠承受較大的壓力。與相同外徑的直縫焊管相比較,在承受同等壓力的情況下,壁厚可減小10%~25%。
(3)尺寸,一般直徑公差不超過0.12%,撓度小于1/2000,橢圓度小于1%,一般可以省去定徑和矯直工序。
(4)可連續生產,理論上可以生產無限長鋼管,切頭、切尾損失小,可提高金屬利用率6%~8%。
(5)和直縫焊管相比其操作靈活、更換品種調整方便。
(6)設備重量輕、初投資少。可做成拖車式流動機組,直接在敷設管道的施工工地生產焊管。
(7)易于實現機械化、自動化。
螺旋焊管的缺點是:由于使用成卷帶鋼為原料,有一定的月牙彎,且焊接點是在具有彈性的帶鋼邊緣區,因此不易對準焊炬,影響焊接質量。為此,要設置復雜的焊縫跟蹤和質量檢查設備。
(1)使用同一寬度的帶鋼能夠生產出不同直徑的鋼管,尤其是可用窄帶鋼生產大直徑的鋼管。
(2)同等壓力條件下,螺旋形焊縫所承受的應力比直縫小,為直縫焊管的75%~90%,因而能夠承受較大的壓力。與相同外徑的直縫焊管相比較,在承受同等壓力的情況下,壁厚可減小10%~25%。
(3)尺寸,一般直徑公差不超過0.12%,撓度小于1/2000,橢圓度小于1%,一般可以省去定徑和矯直工序。
(4)可連續生產,理論上可以生產無限長鋼管,切頭、切尾損失小,可提高金屬利用率6%~8%。
(5)和直縫焊管相比其操作靈活、更換品種調整方便。
(6)設備重量輕、初投資少。可做成拖車式流動機組,直接在敷設管道的施工工地生產焊管。
(7)易于實現機械化、自動化。
螺旋焊管的缺點是:由于使用成卷帶鋼為原料,有一定的月牙彎,且焊接點是在具有彈性的帶鋼邊緣區,因此不易對準焊炬,影響焊接質量。為此,要設置復雜的焊縫跟蹤和質量檢查設備。


鋼興鋼管 (朔州市分公司)經過近幾年來的業務發展,本公司已具備 20G無縫鋼管類行業的實用技術,完善的服務體系,開拓出國內的廣大應用市,服務于全國。



螺旋焊縫鋼管生產與管理:
螺旋焊縫鋼管的生產能體現出優質的優勢。一臺螺旋焊管機組的生產量相當于5-8臺直縫焊管設備,如何使多臺卷管設備生產線都能夠達到同一制作標準,即按統一的生產工藝規范和質量保證體系生產以滿足焊接質量要求與管道制造等級將是一項繁重的工作。
多頭生產勢比增加工程管理與質量監督的工程量。多臺直縫卷管機組及相應的焊接設備,其操作人員的操作技能、質量意識、分布的點和控制程序的差異將帶來生產管理、計劃進度、檢查驗收、交付協調等方面的諸多困難,極易造成管理與協調上的忙亂和生產廠家與施工單位的質量推諉。