水下管道施工隊價格行情承接水下工程
更新時間:2025-01-10 15:44:44 瀏覽次數(shù):1
以下是:水下管道施工隊價格行情承接水下工程的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 1000/米 |
|---|
| 發(fā)貨期限 | 1 |
|---|
| 供貨總量 | 1 |
|---|
| 運費說明 | 1 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級 | 1 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品品牌 | 源美 |
|---|
| 產(chǎn)品規(guī)格 | 11 |
|---|
| 發(fā)貨城市 | 江蘇 |
|---|
| 產(chǎn)品產(chǎn)地 | 江蘇 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號 | 1 |
|---|
| 產(chǎn)品顏色 | 全 |
|---|
| 質(zhì)保時間 | 121 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 1 |
|---|
| 產(chǎn)地 | 江蘇鹽城 |
|---|
| 是否上門 | 是 |
|---|
| 資質(zhì) | 持證上崗、工期短 |
|---|
| 經(jīng)驗 | 多年經(jīng)驗 |
|---|
| 服務(wù)時間 | 24小時服務(wù) 全天無休 |
|---|
以下是:水下管道施工隊價格行情承接水下工程的圖文視頻
導(dǎo)讀 今年在河北省石家莊市購買水下管道施工隊價格行情承接水下工程有了新選擇,源美水下工程有限公司始終堅守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價格實惠且品質(zhì)卓越的水下管道施工隊價格行情承接水下工程產(chǎn)品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:丁先生-13905101756,QQ:898956500,地址:鹽城龍岡鎮(zhèn)永昌北路11號發(fā)貨到河北省 石家莊市 長安區(qū)、橋東區(qū)、橋西區(qū)、井陘礦區(qū)、裕華區(qū)、井陘縣、正定縣、欒城縣、行唐縣、靈壽縣、高邑縣、深澤縣、贊皇縣、無極縣、平山縣、元氏縣、趙縣、辛集市、藁城區(qū)、晉州市、新樂市、鹿泉區(qū)。 河北省,石家莊市 石家莊市,簡稱“石”,河北省轄地級市、省會、特大城市,是國務(wù)院批復(fù)確定的中國京津冀地區(qū)重要的中心城市之一。截至2022年末,全市下轄8個區(qū)、11個縣,代管3個縣級市,總面積14530平方千米,常住人口1122.35萬人,城鎮(zhèn)人口801.79萬人,城鎮(zhèn)化率71.44%。
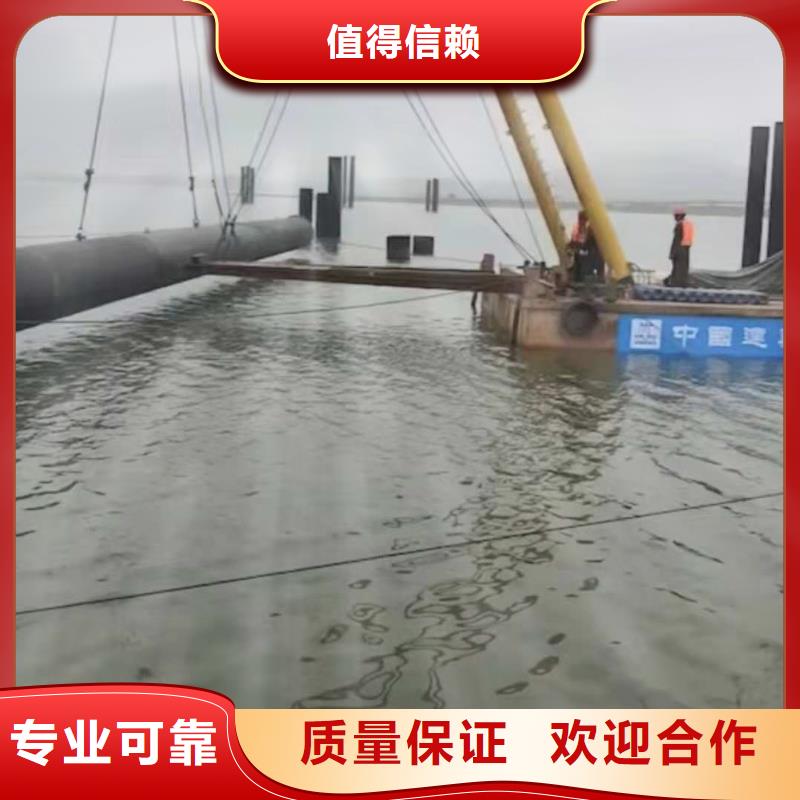
鋼沉管焊接采用手工下向焊,在正式組焊前,根據(jù)現(xiàn)場環(huán)境,進(jìn)行焊接設(shè)備與焊接工藝的認(rèn)可試驗,全部現(xiàn)場焊接作業(yè),焊接設(shè)備,焊接工藝規(guī)程皆經(jīng)監(jiān)理工程師認(rèn)可并由合格焊工執(zhí)行,鋼沉管組焊時,應(yīng)減少錯邊量,從沉管頂中心分別向下組對。起吊時應(yīng)充分考慮每一個吊點的受力是起吊的關(guān)鍵。按沉管體的長度和重量應(yīng)安排5個起吊點,兩頭采用兩艘起吊能力為80t的高竿吊裝船,中間采用三艘起吊能力為40t吊裝船來完成吊裝。為了起見,另備一艘起吊能力為80t的高竿吊裝船作應(yīng)急備用,總起吊能力應(yīng)大于沉管重的2倍。本工程采取半封航施工,起吊前各吊裝船在自己的吊裝點安裝好吊裝索具,等待航道封航。封航后,各吊裝船立即實施起吊施工。起吊時,先由兩頭的吊裝船開始,慢慢吊起,使沉管體從水狀態(tài)變成垂直狀態(tài),同時,中間的吊裝船也應(yīng)收緊索具,穩(wěn)定沉管道。沉管道吊起后,啟動吊裝船自身推進(jìn)器,使沉管道在水面上作90°沉管位調(diào)整,緩緩移至沉管位,實施灌水下沉。






總結(jié) 聯(lián)系人:丁先生,電話:13905101756,源美水下工程有限公司在河北省石家莊市本地專業(yè)從事水下管道施工隊價格行情承接水下工程,河北省石家莊市各個縣市以及周邊城市均可提供送貨上門服務(wù)!