您的位置>首頁(yè) >深圳本地今日新聞 >
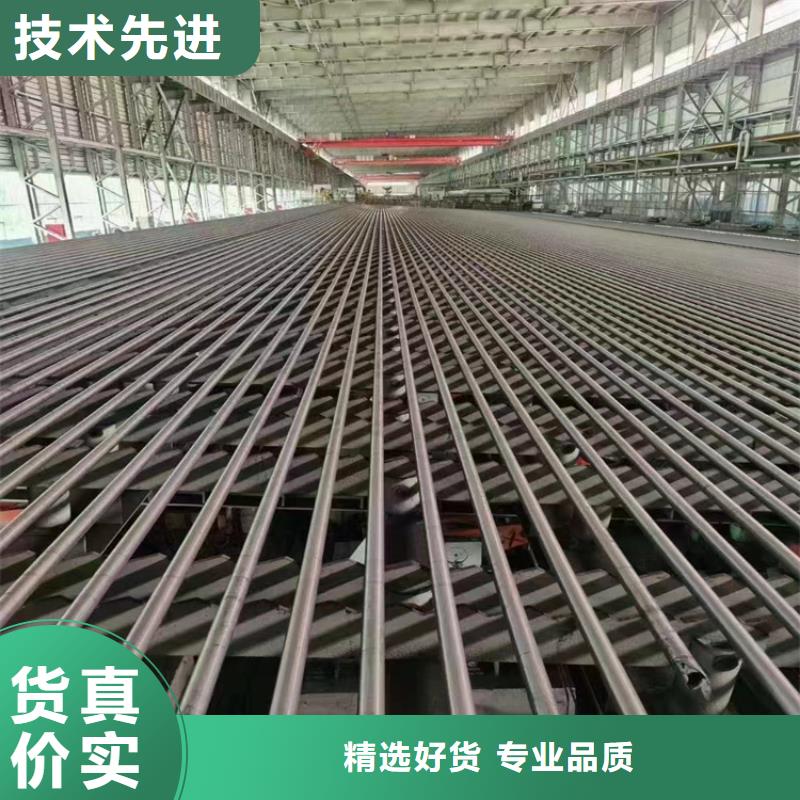
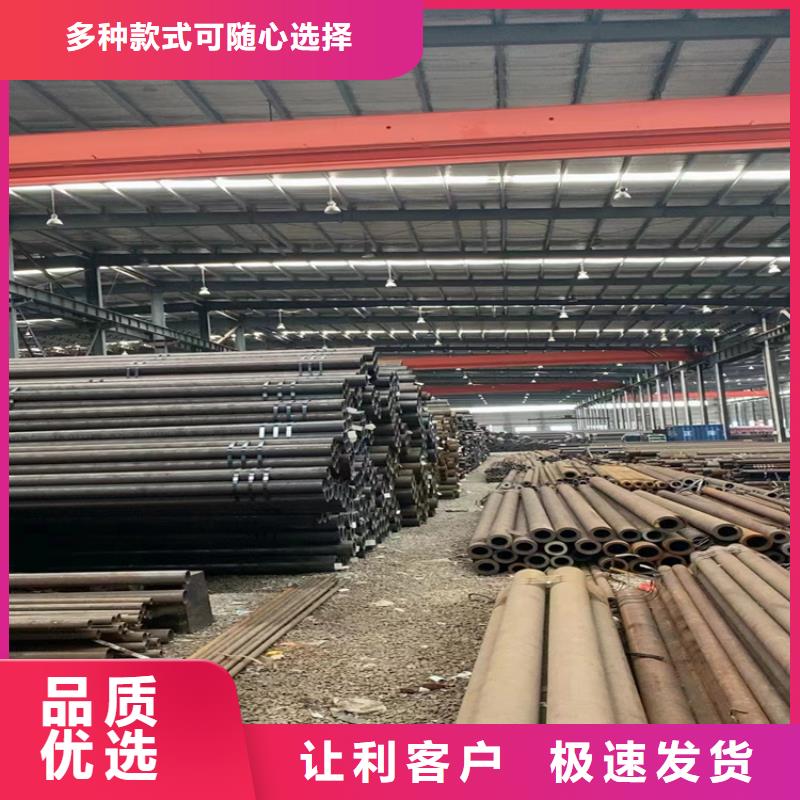
3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道
更新時(shí)間: 2025-01-31 12:03:35 瀏覽次數(shù):2
以下是:3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5000/噸 |
|---|
| 發(fā)貨期限 | 當(dāng)天 |
|---|
| 供貨總量 | 8000噸 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 含運(yùn)費(fèi) |
|---|
| 最小起訂 | 1支 |
|---|
| 質(zhì)量等級(jí) | AAAAAA |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20#、3087/5310 |
|---|
| 產(chǎn)品品牌 | 大無(wú)縫管、寶鋼、寶鋼 |
|---|
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
|---|
| 發(fā)貨城市 | 全國(guó) |
|---|
| 產(chǎn)品產(chǎn)地 | 上海、大無(wú)縫、鞍鋼、馬鋼 |
|---|
| 加工定制 | 支持 |
|---|
| 產(chǎn)品型號(hào) | 齊全 |
|---|
| 可售賣(mài)地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 過(guò)磅 |
|---|
| 產(chǎn)品顏色 | 光亮 |
|---|
| 質(zhì)保時(shí)間 | 終身 |
|---|
| 外形尺寸 | 齊全 |
|---|
| 適用領(lǐng)域 | 管道、電廠、化工、建筑 |
|---|
| 是否進(jìn)口 | 是 |
|---|
| 質(zhì)量認(rèn)證 | AAAAAA |
|---|
| 產(chǎn)品功率 | 1000 |
|---|
| 工作溫度 | 1000 |
|---|
以下是:3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道的圖文視頻
導(dǎo)讀 您是想要在廣東省深圳市采購(gòu)高質(zhì)量的3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道產(chǎn)品嗎?鑫海鋼鐵有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿(mǎn)足廣大客戶(hù)的多種需求,聯(lián)系人:劉鑫海-18902052066,QQ:806424688,地址:《濟(jì)南經(jīng)濟(jì)開(kāi)發(fā)區(qū)鑫海鋼鐵公司內(nèi)發(fā)貨到廣東省 深圳市 羅湖區(qū)、福田區(qū)、南山區(qū)、寶安區(qū)、龍崗區(qū)、鹽田區(qū)、橫崗街道、平湖街道、南山區(qū)、坂田街道、光明區(qū)、觀瀾街道、西麗街道、龍崗區(qū)、民治街道、沙井街道、石巖街道、公明街道、坪山區(qū)、松崗街道、梅林街道、蛇口街道、羅湖區(qū)、龍華街道、福永街道、大浪街道、福田區(qū)、南頭鎮(zhèn)、東門(mén)街道、布吉街道、坑梓街道、大梅沙社區(qū)、沙頭角街道、寶安區(qū)、西鄉(xiāng)街道》。 廣東省,深圳市 深圳市地處中國(guó)南部,廣東省南部,珠江口東岸,北回歸線(xiàn)以南,東臨大亞灣和大鵬灣,西瀕珠江口和伶仃洋,南與香港特別行政區(qū)相連,北部與東莞市、惠州市接壤。全境地勢(shì)東南高,西北低,大部分為低丘陵地,間以平緩的臺(tái)地,西部為濱海平原。屬亞熱帶季風(fēng)氣候,溫潤(rùn)宜人,降水豐富。
深圳3087無(wú)縫管焊前用角向磨光機(jī)將坡口內(nèi)外及坡口邊緣50mm范圍內(nèi)打磨至露出金屬光澤,然后用丙酮清洗干凈。試件為水平固定位置,對(duì)口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點(diǎn)焊六處,每處點(diǎn)固長(zhǎng)度應(yīng)不小于20mm。焊條按表2的規(guī)范進(jìn)行烘烤。
深圳3087無(wú)縫管焊條烘烤規(guī)范焊條型號(hào) 烘烤溫度 保溫時(shí)間E8018-B2 300 ℃ 2hE309Mo-16 150 ℃ 1.5h3 焊接工藝參數(shù)按方案Ⅰ焊前需進(jìn)行預(yù)熱,根據(jù)Tto-Bessyo等人提出的計(jì)算預(yù)熱溫度公式:To=350√[C]-0.25(℃) 式中,To——預(yù)熱溫度,℃。[C]=[C]x [C]p [C]p=0.005S[C]x[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,[C]x——成分碳當(dāng)量;[C]p——尺寸碳當(dāng)量; S——試件厚度(本文中S=25mm);[C]x=C (Mn Cr)/9 7/90Mo=0.361[C]p=0.045 則To=138℃強(qiáng)化生態(tài)環(huán)境共保聯(lián)治,實(shí)施新一輪太湖流域水環(huán)境綜合治理;四是推進(jìn)更高水平協(xié)同開(kāi)放。更好發(fā)揮上海龍頭帶動(dòng)作用,加快建設(shè)國(guó)際經(jīng)濟(jì)、金融、貿(mào)易、航運(yùn)、科技創(chuàng)新“五個(gè)中心”;五是創(chuàng)新一體化發(fā)展體制機(jī)制。持續(xù)深化長(zhǎng)三角生態(tài)綠色一體化發(fā)展示范區(qū)制度建設(shè),形成更多創(chuàng)新經(jīng)驗(yàn)。
縫管品質(zhì)優(yōu)東門(mén)街道")
縫管品質(zhì)優(yōu)東門(mén)街道")
縫管品質(zhì)優(yōu)東門(mén)街道")
縫管品質(zhì)優(yōu)東門(mén)街道")
縫管品質(zhì)優(yōu)東門(mén)街道")
總結(jié) 今年在廣東省深圳市購(gòu)買(mǎi)3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道有了新選擇,鑫海鋼鐵有限公司始終堅(jiān)守以用戶(hù)為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷(xiāo),確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的3087無(wú)縫管品質(zhì)優(yōu)東門(mén)街道產(chǎn)品。如需購(gòu)買(mǎi)或咨詢(xún),請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:劉鑫海-18902052066,QQ:806424688,地址:經(jīng)濟(jì)開(kāi)發(fā)區(qū)鑫海鋼鐵公司內(nèi)。