


聯系我們

型材拉彎價格推薦
更新時間:2025-01-25 23:04:48 瀏覽次數:2 公司名稱: 宏鉅天成鋼管有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 現貨直發 |
| 供貨總量 | 3000噸 |
| 運費說明 | 賣家負責 |
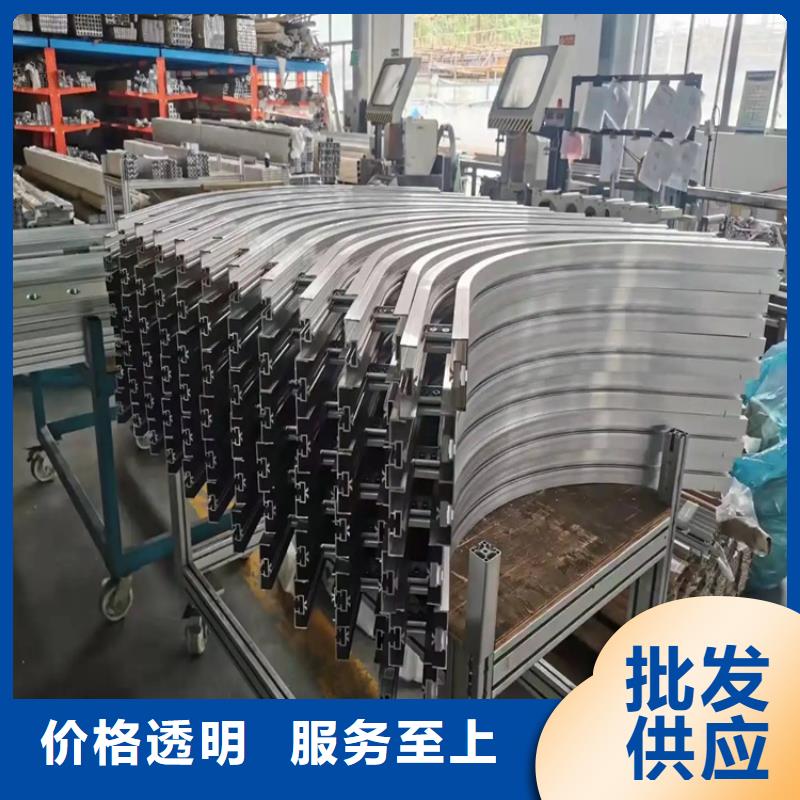




關于型材拉彎的工作原理分析 型材拉彎機是在不加熱的狀況把金屬型材彎弧卷圓成型的一種設備,它也叫做卷圓機、法蘭機。它可以卷圓角鋼、角鐵、扁鋼、扁鐵、槽鋼、T型鋼以及一些管材,因為出產加工中對角鋼、扁鋼、槽鋼的卷圓工藝需求較大,所我們喜歡稱它為角鋼法蘭機、扁鋼卷圓機或許槽鋼卷圓機。型材拉彎機的首要特征:體積小。重量輕:因為不只選用了新技術的傳動結構,輸入軸和輸出軸在同一軸線上,而且有與電動機直聯呈一體的獨特之處,因而本機具有結構緊湊,體積小。重量輕的特征。機械效率高。毛病少。壽命長:本機為齒輪傳動,作業輥端軸承選用重載軸承支撐,承載才干大,而且降低沖突引起的功率損耗,因而機械性能好,耐磨性能好,再加選用滾動沖突,故使之毛病少工作牢靠平穩:本機選用全體結構,基礎簡單,移動方便,傳動過程中為多齒嚙合,所以使之工作平穩牢靠。噪聲低。本機還具有過載才干強。耐沖擊。慣性力矩小,適于起動一再和正回轉的特征。
型材拉彎防銹工作怎么做?很多朋友對型材拉彎加工有一定的了解,在日常生活中,我們經常可以看到彎頭加工的相關內容,那么如何保證加工好的彎頭的防銹工作呢?型材拉彎防銹工作需要注意什么? 一、清洗彎頭處理: 主要是用乳液或溶劑清洗鋼材表面,保證去除彎頭表面的油脂、清洗劑、污垢和有機物,但不去除表面氧化皮、鐵銹、焊劑等,所以它在整個防銹工作中主要起輔助作用。 二、彎頭加工工具的除銹: 用鋼絲刷或其他物體對彎頭表面進行有效的拋光,可以使表面的鐵銹、氧化皮和焊渣松動和,如果鋼鐵表面附著水垢,這種方法的去除效果不是很令人滿意。 三、重新彎曲后的酸洗: 化學和電解兩種不同的酸洗方式比較常見,而化學酸洗基本上只用于彎頭的防腐,可以有效去除表面的舊涂層、鐵銹和氧化皮,甚至可以在噴砂除銹后使用,化學清洗雖然可以去除表面的雜質,但更容易造成污染。 四、彎頭加工中終噴涂除銹的優點:噴涂除銹主要是需要使用一個功率更大的電機來驅動噴涂刀片對彎頭進行除銹,加工后的彎頭不僅可以徹底除銹,而且即使在劇烈的沖擊和摩擦下,也能保證彎頭的粗糙度相對精密。
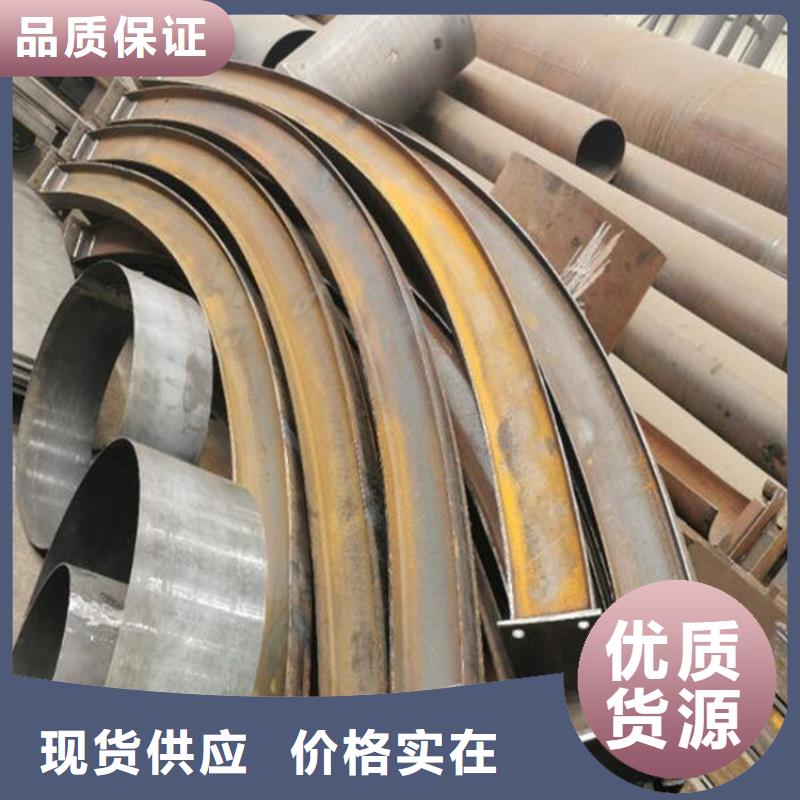
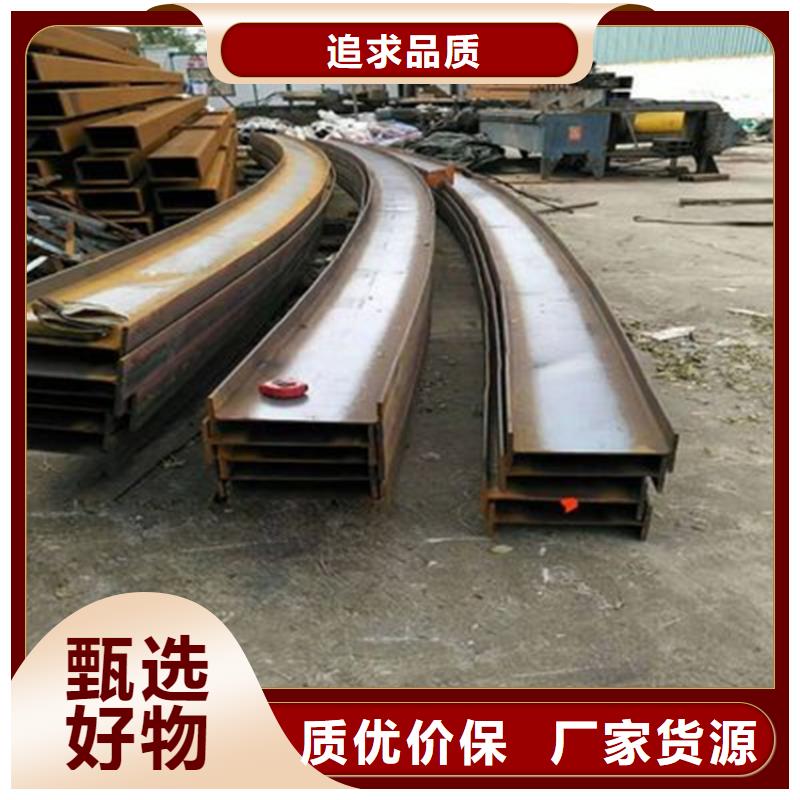
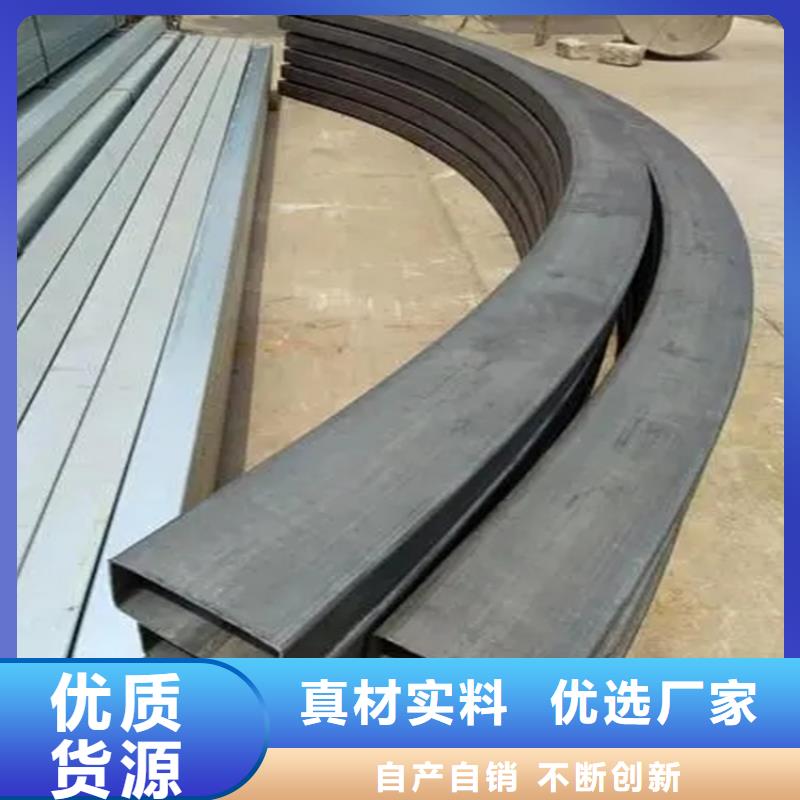
型材拉彎隨著劃片機數控拉彎加工技術的興起,方管彎成弧形成型方法有很多,天津宏宇拉彎彎管有限公司結合實際工作情況列舉常規方管弧形拉彎的兩種方法:種、實彎實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。2)實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。第二種、空彎空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
型材拉彎中彎管開裂的原因制作辦法:當加熱曲折的鋼管時,當曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會產生裂紋。在變形速度低,抗拉強度高的相似成形條件下,彎管加工設備在此條件下進行的全部曲折作業均會損壞。現在,有兩種類型的彎管加工設備,一個是預熱設備,另一個是彎管設備,前者設置在彎管設備中,后者設置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側設置彎管加工設備結構,上下彎管加工設備和相鄰的兩個彎管加工設備選用壓緊組織,夾緊構件在凸輪的推進下曲折。這樣,跋涉了產品的穩定性,也避免了回彈曲折的現象。運用了彎管設備,而且機床裝備了低壓油缸。上模的下方設有壓力缸,在上模的下方設有與下模相匹配的面,模具設置不才模的內芯上方,芯尾和底座相連接,旋轉版的結束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設置在旋轉板的旋轉內側。彎管加工設備大大跋涉了出產的功率,降低了勞動強度。彎管加工設備的曲折組織包括旋轉部分和安裝在旋轉部分上的管件,旋轉部分包括旋轉結構,其間旋轉結構設有驅動設備,彎管組件包括凸起和曲折管模,而且驅動組織組織在相應的夾緊部分中。這種技能方案具有結構簡略,操作方面的效果。