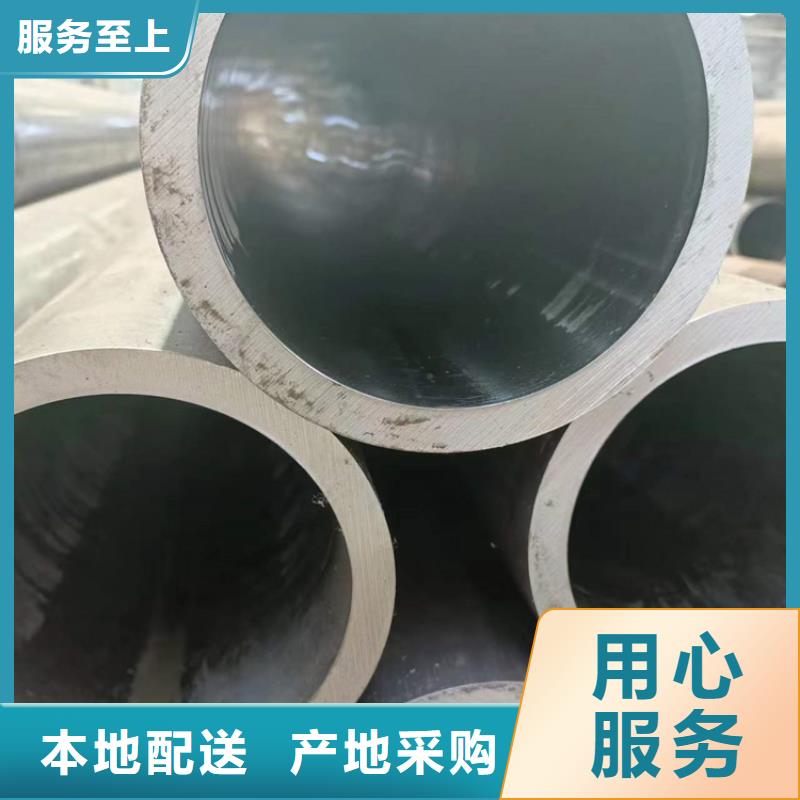
汽缸管
更新時間:2025-01-30 07:24:12 瀏覽次數:5
以下是:汽缸管的產品參數
| 產品參數 |
|---|
| 產品價格 | 6000/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工 油缸 |
|---|
| 是否進口 | 否 |
|---|
以下是:汽缸管的圖文視頻
導讀 您是想要在遼寧省沈陽市采購高質量的汽缸管產品嗎?九冶管業有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的汽缸管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《開發區丁快工業園發貨到遼寧省 沈陽市 沈河區、大東區、皇姑區、鐵西區、蘇家屯區、東陵區、沈北新區、于洪區、遼中區、康平縣、法庫縣、新民市》。 遼寧省,沈陽市 沈陽市,古稱盛京、奉天,遼寧省轄地級市、省會、副省級市、特大城市、沈陽都市圈核心城市,國務院批復確定的中國東北地區的中心城市、中國重要的工業基地和先進裝備制造業基地。截至2022年,全市下轄10個區、2個縣,代管1個縣級市,總面積12860平方千米,年末全市常住人口914.7萬。2022年,沈陽實現地區生產總值7695.8億元,同比增長3.5%。
遼寧沈陽市汽缸管
<沈陽>九冶管業有限公司
直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據資料,有產品合格證,且在有效使用期內。焊條、焊劑在使用前應按其產品說明書規定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。



<沈陽>九冶管業有限公司
滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,珩磨管利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。油缸專用絎磨管生產加工工藝我廠擁有多臺大型珩磨機和專業的操作人員。主要生產液壓缸筒,標準絎磨管,高精度冷拔管,氣缸管等產品。特殊要求的需定制且雙方協議即可! 絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。

總結 今年在遼寧省沈陽市購買汽缸管有了新選擇,九冶管業有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的汽缸管產品。如需購買或咨詢,請隨時聯系我們,聯系人:高經理-17706353138,QQ:3573482096,地址:開發區丁快工業園。