

聯(lián)系我們

- 水箱_消防一體化水箱買的放心安興用的舒心
- 潛水員水下清理先進(jìn)的技術(shù)
- 水上浮吊船,水下淤泥清理高品質(zhì)
- 水下工程水下淤泥清理24小時(shí)為您服務(wù)
- 【拼裝打撈船】污水管道水下封堵專業(yè)可靠
- 化糞池清理【市政管道疏通清堵】追求品質(zhì)
- 移動(dòng)破碎站【破碎機(jī)】專業(yè)按需定制
- 吹掃裝置恒流閥物流配送
- 水下維修水下設(shè)施建設(shè)實(shí)力商家
- 城鎮(zhèn)精神堡壘雕塑終身質(zhì)保
- 冷拔無縫管_小口徑不銹鋼管免費(fèi)獲取報(bào)價(jià)
- 密集檔案柜公司【鑫武】
- 灌漿料現(xiàn)貨直供
- FYT-1改進(jìn)型橋面防水涂料按需廠家貨源疏水性聚合物防水涂料
- 325*4濾水管橋式濾水管工廠直銷
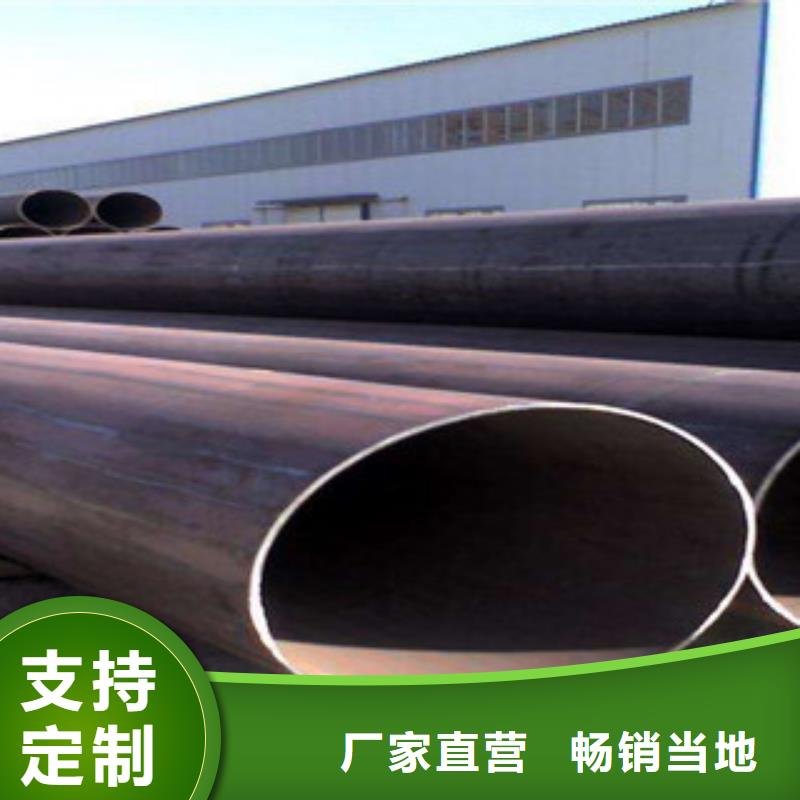
直縫管無縫鋼管專注產(chǎn)品質(zhì)量與服務(wù)
更新時(shí)間:2025-03-13 06:44:18 瀏覽次數(shù):50 公司名稱:滄州 鋼興鋼管 有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 53 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 產(chǎn)地 | 滄州 |
| 類型 | 無縫鋼管 |
| 品牌 | 鋼興 |

品質(zhì)量與服務(wù)")
高頻直縫焊管(ERW)在我國起步較早,但應(yīng)用于石油、天然氣輸送是在上個(gè)世紀(jì)80年代后期才開始。它的優(yōu)點(diǎn)是:①使用熱軋帶鋼作原料,尺寸、精度高,內(nèi)外壁光滑,Q345B直縫焊管適用于中小直徑的支線和城市天然氣管線,管徑D168~660mm,壁厚8~25mm范圍,鋼級(jí)在X56~X80之間;②適用于連續(xù)生產(chǎn),焊速較高,Vmax≥20m/nain;③用途廣泛,還可用于制造石油油井管,也適用于海底輸送管線,甚至高寒地帶輸送管線。局限性在于:①不能作主干線的天然氣管線;②管徑≤219時(shí),容易受到塑料管的競(jìng)爭(zhēng);③制作工藝上,焊接時(shí)不用焊條,焊縫的力學(xué)性能可以達(dá)到但不容易超過母材。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
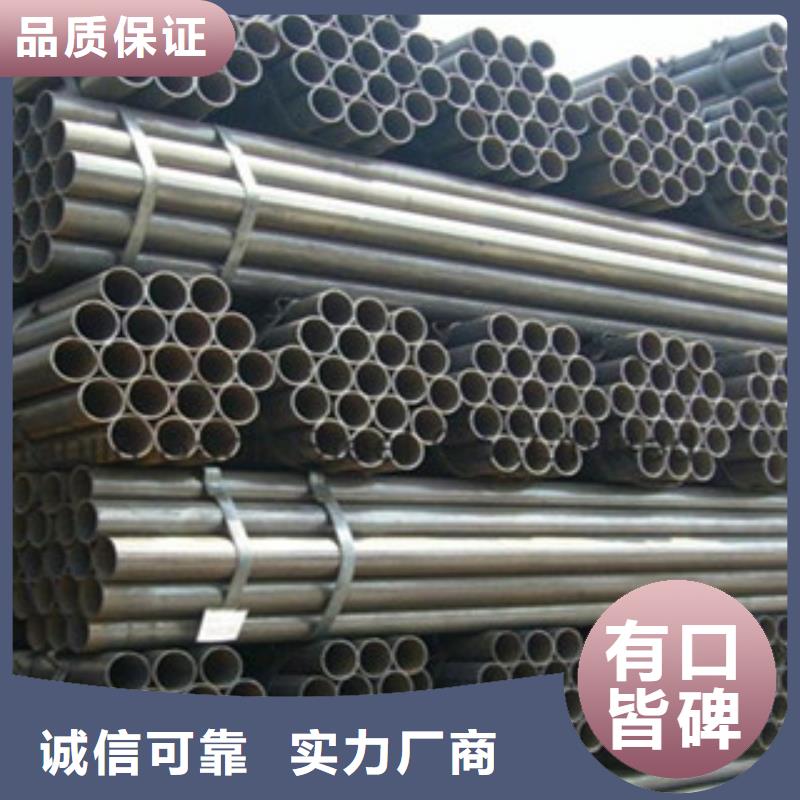
螺旋鋼管生銹后主要使用鋼絲刷等工具對(duì)鋼材表面進(jìn)行打磨,螺旋管的清洗和預(yù)熱可以去除松動(dòng)或翹起的氧化皮、鐵銹、焊渣等。手動(dòng)工具除銹能達(dá)到Sa2級(jí),動(dòng)力工具除銹可達(dá)到Sa3級(jí),若螺旋管表面附著牢固的氧化鐵皮,工具除銹效果不理想,達(dá)不到防腐施工要求的錨紋深度。
在傳統(tǒng)應(yīng)用的基礎(chǔ)上又增添了新的應(yīng)用,這樣使得螺旋鋼管的用處更加的豐碩,也同時(shí)降低了螺旋鋼管的使用本錢。無線電頻率感應(yīng)器提供200伏特、50安培的電暢通流暢過螺旋鋼管,通過感應(yīng)作用加熱實(shí)驗(yàn)樣本。PLC應(yīng)用于LSAW直縫焊接鋼管自動(dòng)超聲檢測(cè),使得檢測(cè)操作方便,檢測(cè)精度及檢測(cè)效率提高;設(shè)備維修容于板厚的增加.沿板厚方向出現(xiàn)較大的溫度梯度和金屬塑性流動(dòng)的不均勻。所以優(yōu)化攪拌頭設(shè)計(jì)和添加輔助熱源可提高FSW厚板高強(qiáng)鋁合金接頭的質(zhì)量。FSW的溫度場(chǎng)、流場(chǎng)和組織性能的模擬可以有效分析焊接機(jī)理和優(yōu)化焊接工藝參數(shù)。并且降低試驗(yàn)經(jīng)費(fèi)。然而,將溫度場(chǎng)、流場(chǎng)、固體力學(xué)模型融合到一個(gè)模型中,對(duì)FSW工藝過程進(jìn)行模擬才是數(shù)值模擬研究的方向。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
直縫埋弧焊管(LSAW)在我國應(yīng)用于油氣輸送工程比較晚,但起步迅速,發(fā)展步子大,成績(jī)顯著。因?yàn)樗邢铝袃?yōu)點(diǎn):①直縫管成型工藝比較容易,有預(yù)焊及精焊,焊接質(zhì)量比較容易保證;②大口徑厚壁直縫鋼管有全管擴(kuò)徑工藝,比較容易應(yīng)力,殘余應(yīng)力較小;③幾何精度和力學(xué)性能較好,質(zhì)量穩(wěn)定,可靠性高;④直縫焊管應(yīng)用廣泛,可以應(yīng)用于油氣管線,可以用于陸上二、三、四類地區(qū)、穿越段及海底管線;⑤可以達(dá)到高鋼級(jí)≥X120,大壁厚≥40mm。它的局限性有:①直徑一般在≤1422mm,受到板寬的限制;②UOE成型方式投資昂貴,JCOE成型方式適用于中型企業(yè)。③直徑≤406mm時(shí),制作上不夠經(jīng)濟(jì)。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
LSAW直縫焊接鋼管自動(dòng)超聲檢測(cè)工藝流程的主要程序包括:系統(tǒng)啟動(dòng)、焊管上料、焊管傳送、焊管轉(zhuǎn)動(dòng)、焊管夾緊定位、焊縫探傷、噴標(biāo)、焊管夾具松開、焊管分選、焊管出料等內(nèi)容。具體過程如下:系統(tǒng)啟動(dòng):按下啟動(dòng)按鈕后。探傷系統(tǒng)電源通;若電源電壓檢測(cè)正常,則開始進(jìn)行焊管上料:若電壓檢測(cè)不正常,報(bào)警器發(fā)出報(bào)警號(hào)并斷掉電源。焊管定位:壓力傳感器檢測(cè)到焊管經(jīng)上料系統(tǒng)到達(dá)傳送軌道后。開始送進(jìn)焊管;焊管觸碰到管前端行程開關(guān)后,鋼管送進(jìn)停止;鋼管轉(zhuǎn)動(dòng),使焊縫處于12鐘點(diǎn)位置;然后焊管夾具夾緊鋼管,若壓力傳感器在規(guī)定時(shí)間內(nèi)檢測(cè)到夾緊力達(dá)到預(yù)定值。則進(jìn)行下一工序;若在規(guī)定時(shí)間內(nèi)夾緊力不能達(dá)標(biāo)。則夾持檢測(cè)報(bào)警系統(tǒng)啟動(dòng),開始發(fā)出報(bào)警號(hào)。這時(shí)應(yīng)按下急停按鈕,檢查焊管夾持機(jī)構(gòu)。焊縫探傷:當(dāng)焊管夾緊檢測(cè)正常后.耦合劑開始噴出,超聲檢測(cè)探頭下壓與焊管管體接觸,焊管工進(jìn)并開始探傷;若焊縫有缺陷存在,則焊管停止工進(jìn),探頭抬起,噴標(biāo)識(shí);之后探頭再次下壓,鋼管工進(jìn)、探傷,直到焊管末端與管末端行程開關(guān)觸碰后停止工進(jìn),耦合劑停止噴灑,探頭抬起并復(fù)位。之后焊管快進(jìn),到達(dá)焊管分選機(jī)構(gòu)。焊管分選:焊管停止快進(jìn),焊管夾具松開;光電傳感器檢測(cè)焊管是否有缺陷標(biāo)識(shí)。若有缺陷標(biāo)識(shí)號(hào)輸入,則將焊管向前傳送至傷管出口;若無缺陷標(biāo)識(shí)號(hào)輸入,則鋼管直接出料至合格焊管出口。至此,一個(gè)流程結(jié)束,開始下一個(gè)循環(huán)。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")
鋼興鋼管 有限公司現(xiàn)有初中高級(jí)專業(yè)技術(shù)人員123人,經(jīng)濟(jì)實(shí)力雄厚,技術(shù)力量強(qiáng)大,主要生產(chǎn) 遼寧沈陽20G無縫鋼管, 遼寧沈陽20G無縫鋼管產(chǎn)品暢銷全國二十多個(gè)省、市、自治區(qū),并出口東南亞。企業(yè)已通過ISO9001質(zhì)量管理體系認(rèn)證。本廠以誠信為本,以良好的 遼寧沈陽20G無縫鋼管產(chǎn)品質(zhì)量和完善的售后服務(wù),贏得了廣大用戶的贊譽(yù)。
品質(zhì)量與服務(wù)")
品質(zhì)量與服務(wù)")