更新時間:2025-01-11 00:51:01 瀏覽次數:1 公司名稱:聊城 博瑞達有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 340/塊 |
| 發貨期限 | 3 |
| 供貨總量 | 9864 |
| 運費說明 | 地區不同,價格不同 |
| 最小起訂 | 1 |
| 質量等級 | 合格 |
| 是否廠家 | 是 |
| 產品品牌 | 博瑞達 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 支持 |
| 可售賣地 | 全國 |
| 外形尺寸 | 定制 |
| 適用領域 | 醫院、工業 |
| 是否進口 | 否 |



| 產品參數 | |
|---|---|
| 產品價格 | 340/塊 |
| 發貨期限 | 3 |
| 供貨總量 | 9864 |
| 運費說明 | 地區不同,價格不同 |
| 最小起訂 | 1 |
| 質量等級 | 合格 |
| 是否廠家 | 是 |
| 產品品牌 | 博瑞達 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 支持 |
| 可售賣地 | 全國 |
| 外形尺寸 | 定制 |
| 適用領域 | 醫院、工業 |
| 是否進口 | 否 |
沈陽發貨及時的鉛玻璃防護窗生產廠家 borui
鉛玻璃廠家將出窯的鉛玻璃毛板進行磨拋,經切割就得到具有天然大理石美麗外觀的彩色鉛玻璃裝飾板。實際上,一次法鉛玻璃的著色工藝與傳統平板玻璃和日用玻璃的著色基本相同,不同之處在于其后續的成型工藝。鉛玻璃裝飾板一次著色工藝有如下的優點:(1)水淬玻璃顆粒著色均勻一致,制成的整個鉛玻璃板無色差,顏色完全相同;(2)生產技術成熟,生產過程易于控制;(3)適合少品種大量生產1。缺點是:(1)對不同顏色的產品,勢必造成窯爐頻繁換料,適應性差;(2)由于換料時間長對于熔化面積為10 - 20m2的窯爐,換料一般需4-6天,會不可避免地造成浪費;(3)不同的過渡料需要分開存放,故占倉庫面積增大;(4)若儲存不當,還會引入其它雜質,影響粒料質量;( 5)在使用變價金屬離子作著色劑時,由于不同價態離子的相對含量難于控制,可能造成晶化前后的玻璃顏色不一致。例如,使用氧化銅制造綠色鉛玻璃時,由于熔融玻璃中Cu+和Cu2+相對含量難于控制,結果使制成的鉛玻璃時呈綠色,時呈褐色,很不穩定。另外,即使晶化后的鉛玻璃顏色與未晶化前一樣,但使用這類板再加熱彎曲制弧形板時,同樣會由于變價金屬離子價態及相對含量的變化,而也會造成弧形板與平面板色調的差異,若在一個裝飾面同時使用這2種板,則色差更為顯著。

為克服缺點,可采取如下措施:(1)熔窯面積不宜太大,以3-10m2為宜,一般有2座或2座以上的窯爐配合使用,以便頻繁換料;(2)根據訂單要求,合理安排生產計劃。一般應遵循先化淺色料,再換深色料的順序;(3)顏色鉛玻璃訂單一般少且數量不大,故可專門建造小型的淺池窯爐,以利于顏色玻璃質量的提高;( 4)盡可能少用或不用變價金屬氧化物作著色劑。對于確要使用時,除了在配合料中添加氧化劑外,在熔化玻璃時,窯爐內的氣氛要保持氧化氣氛,這有利于鉛玻璃顏色的穩定。

鉛玻璃的切割也是一門技術活,因鉛玻璃的厚度是不一樣的,鉛玻璃切割方法也是不一樣的.厚的可以用金剛石磨片的切割機切割,阿拉爾鉛玻璃薄的可以用玻璃刀,不過要質量好的因為鉛玻璃比重大又含有大量的鉛,硬度軟而且脆,比普通玻璃易爛.標準是什么?鉛玻璃主要用于制造低溫封接玻璃、光學玻璃、電真空玻璃、防輻射玻璃、鉛晶質玻璃、高折射微珠玻璃、火石類光學玻璃、低熔玻璃、延遲線玻璃、及藝術器皿玻璃等.因此用途廣泛,希望大家正確的切割.

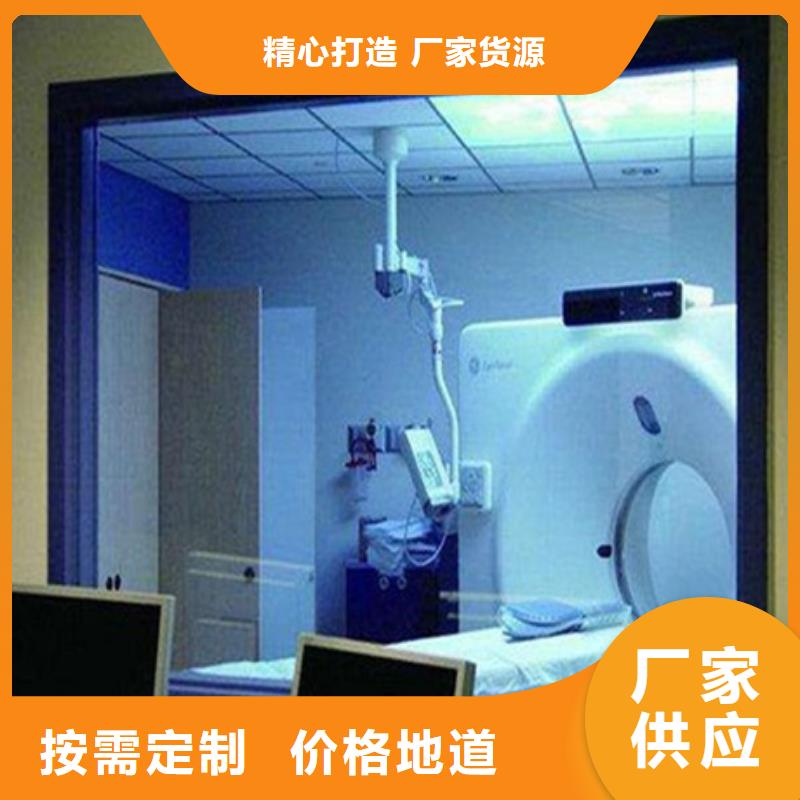
醫用鉛玻璃是一種廣泛用于醫療行業、生物研究行業等領域的一種專用于射線防護的物質.而以上鑒別醫用鉛玻璃的質量方法的提供讓您更好的鑒別出好的鉛玻璃.醫用鉛玻璃的本體著色,其工藝流程如下:各種原料+著色劑一稱量一混合一配合料一熔制一水淬一叫烘干分級,一鋪料一晶化燒制一磨拋一切割一檢驗一顏色鉛玻璃成品-叫入庫具體生產過程為:首先根據要求稱取少量的著色劑(有時為2種或2種以勻,預先混勻后再與其他原料充分混合制成配合料,將玻璃配合料投入到熔窯內,使配合料在1550℃高溫熔化。化好的顏色玻璃經水淬碎成粒度為1一 7mm的玻璃顆粒。然后按要求的厚度鋪料成型。將窯車推到隧道窯中進行晶化處理,在850℃左右玻璃顆粒軟化并相互融結成致密的玻璃板,在1100-1200℃保溫1-2h完成晶化過程,然后退火冷卻。

醫用鉛玻璃是一種廣泛用于醫療行業、生物研究行業等領域的一種專用于射線防護的物質.而以上鑒別醫用鉛玻璃的質量方法的提供讓您更好的鑒別出好的鉛玻璃.醫用鉛玻璃的本體著色,其工藝流程如下:各種原料+著色劑一稱量一混合一配合料一熔制一水淬一叫烘干分級,一鋪料一晶化燒制一磨拋一切割一檢驗一顏色鉛玻璃成品-叫入庫具體生產過程為:首先根據要求稱取少量的著色劑(有時為2種或2種以勻,預先混勻后再與其他原料充分混合制成配合料,將玻璃配合料投入到熔窯內,使配合料在1550℃高溫熔化。化好的顏色玻璃經水淬碎成粒度為1一 7mm的玻璃顆粒。然后按要求的厚度鋪料成型。將窯車推到隧道窯中進行晶化處理,在850℃左右玻璃顆粒軟化并相互融結成致密的玻璃板,在1100-1200℃保溫1-2h完成晶化過程,然后退火冷卻。