




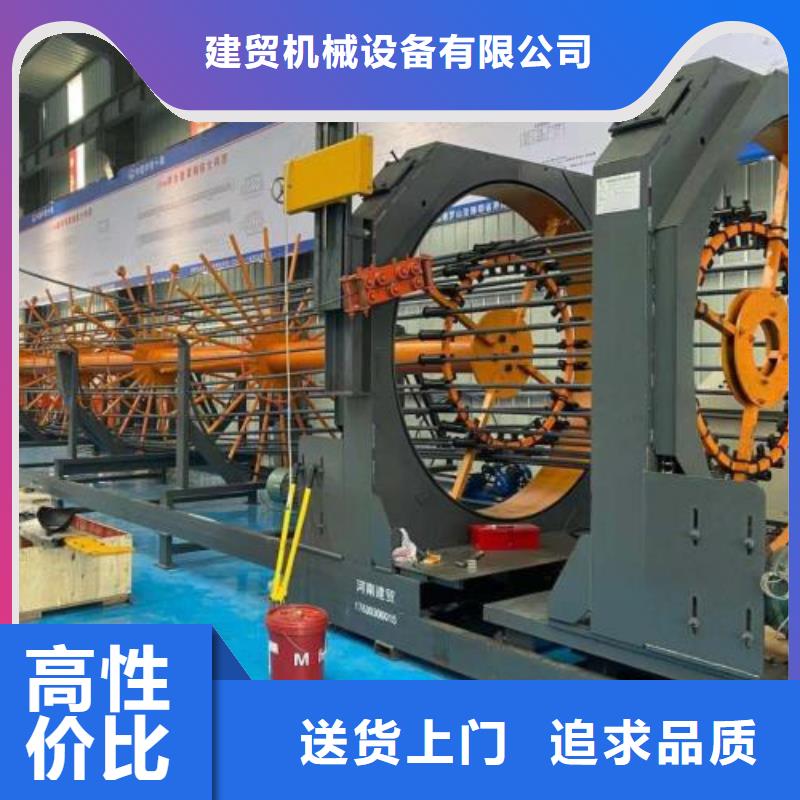

河南建貿機械設備有限公司研發設計的剝肋滾軋直螺紋接頭,通過中國建筑科學研究院認證中心的產品認證,成為了為數不多的行業排頭兵!近來,隨著產品競爭的日趨激烈,公司一直的優化產品成本管理,一直提高研發設計的自動化水平,自主開發出產的全自動直螺紋套筒攻絲機,已完全取代了人工加工方式,產品的一致性,可靠性得到進一步的上揚。 河南建貿機械設備有限公司研發設計的剝肋滾軋直螺紋接頭,它包括控制系統智能化,數控鋼筋巨頭套絲生產線信息化研發設計管理,鋼筋下料鋸切,直螺紋滾軋,螺紋在線檢測等四大功能,其“鋼筋直螺紋在線檢測”屬國內外首創技術,填補了鋼筋螺紋加工“無人化,智能化質量管控”技術的空白,是該全自動鋼筋螺紋設 產線的核心技術!主要功能:▲設 產線控制,信息化管理系統模塊,根據項目訂單要求自動排產計劃,鋼筋上料依照系統指令執行,系統可按項目。是國內首條具備全自動功能的鋼筋螺紋加工制造線北京五隆興科技發展有限公司全自主開發的獲多項 產品“GLX-Z16-50(12)”型WL全自動鋼筋螺紋研發設計線公司層面管理要求量身定制;▲全自動鋼筋定尺下料鋸切,并滿足螺紋端面平整度要求;▲全自動鋼筋直螺紋滾軋加工,快速退刀功能;▲全自動鋼筋直螺紋尺寸在線檢測,可滿足更換規格螺紋參數變化的要求。

數控彎曲中心、數控鋼筋彎曲中心、雙機頭數控鋼筋彎曲中心、五機頭數控鋼筋彎曲中心、雙機頭彎曲中心、五機頭彎曲中心、鋼筋彎曲中心、數控鋼筋彎曲機、數控鋼筋彎曲設備、數控彎曲設備、數控鋼筋彎曲中心-雙機頭、數控鋼筋彎曲中心-五機頭、河南數控彎曲中心、許昌雙機頭彎曲中心、***雙機頭彎曲中心、***彎曲中心。有兩個獨立彎曲中心,能同時或獨立正反彎曲各種形狀箍筋,大大提益及工作速度,降低人工及成本,廣泛用于建筑、高速、核電站、鐵路以及鋼筋配送中心等領域。立式數控鋼筋彎曲中心,多個機頭可同時工作,由進口伺服電機及電控系統控制,生產效率高。配備自動儲料架,自動移動鋼筋原料,承載能力強,大大降低工人勞動強度,鋼筋套絲生產線簡單介紹下建貿機械設備有限公司生產的自動彎箍機的五大特點:特點數控彎箍機調直系統:采用久科多年來生產的多輪組調直機結構,由水平和垂直2組多輪調直,矯直系統具有位置移動記憶檢測,更換不同直徑的鋼筋,調直輪會自動向下或向上調整,達到換鋼筋快速調直(自助研發技術),縮短鋼筋調直時間,整個過程均自動完成,多輪組同步牽引鋼筋,輪與鋼筋的壓力減小,牽引力小,進而使耗能、鋼筋損耗減少。特點彎箍機切斷系統:切斷配置了無閘皮制動控制裝置(此裝置是我廠發明),支持高速頻繁啟動剪切,使得可靠性、耐用性大大提高。特點彎曲:有進口伺服電機來驅動,彎曲臂可快速旋轉和伸縮,把一般廠家(仿進口的彎曲結構)偏心軸式改為直進往復式結構。

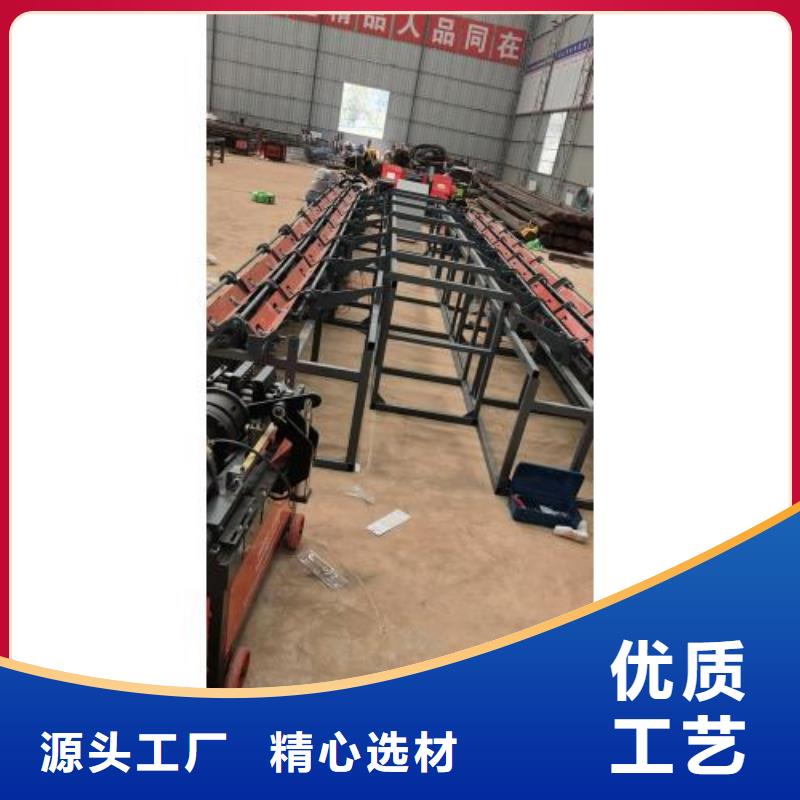
鋼筋鋸切套絲生產線介紹: 設備引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型率鋼筋鋸切設備,用于棒材鋼筋的切斷套絲墩粗及打磨。 通過伺服電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可鋸切各種長度的鋼筋。 采用液壓鋸切雙面式,體積小、鋸切力大、產量高,與一些廠家的機械鋸切方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 鋼筋鋸切采用臥式鋸床雙面夾緊設計,鋸切能力大大提高; 合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護.
建貿機械設備有限公司 邵陽鋼筋套絲線發貨及時套絲生產線采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面夾緊鋸床; 5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。 6、PLC控制,可設置鋼筋數量、規格等,具備記憶、存儲功能; 2、 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。 3、 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面夾緊鋸床; 5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。

建貿機械數控液壓鋼筋剪切套絲生產線介紹:1、該機引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型率鋼筋剪切設備,用于棒材鋼筋的切斷。 2、 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。 3、 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。4、鋸床采用國內專用的雙面夾緊鋸床;5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。6、PLC控制,可設置鋼筋數量、規格等,具備記憶、存儲功能;型號 KJ-450 鋸切寬度(mm) 450 鋸切直徑范圍(mm) Φ16~Φ50 鋼筋傳送速度(m/min) 90 鋼筋長度范圍(m) 3.0~12長度誤差(mm)±2mm/m 鋸切進給速度 無級調速 夾緊方式 液壓 主電機功率(KW) 4 油泵電機功率(KW) 1.1 冷卻泵功率(W) 60 套絲總功率(KW)4.5裝機總功率(KW)35鋸切線外形尺寸(長×寬×高)(mm) 29000*6900*2000 鋸切鋼筋直徑(mm) Φ16 Φ20 Φ25 Φ28 Φ32 Φ40 Φ50 鋸切鋼筋根數 (根) 22 18 15 13 12 10 7
