




想知道珩磨管【絎磨管】廠家售后完善產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:珩磨管【絎磨管】廠家售后完善的圖文介紹

九冶管業有限公司
九冶管業有限公司坐落于我省經濟實力和發展活力的腹地—湖南邵陽,得天獨厚的地理優勢,市場優勢的地位,促使湖南邵陽工業強勢發展;應 湖南邵陽研磨管發展趨勢,我公司本著“用戶至上,勇于創新”的企業方針,發揚求真務實的開拓精神,不斷引進國內外先進的 湖南邵陽研磨管技術, 湖南邵陽研磨管產品性能已逐步同國際市場接軌,成功案例遍布全國20個省份。


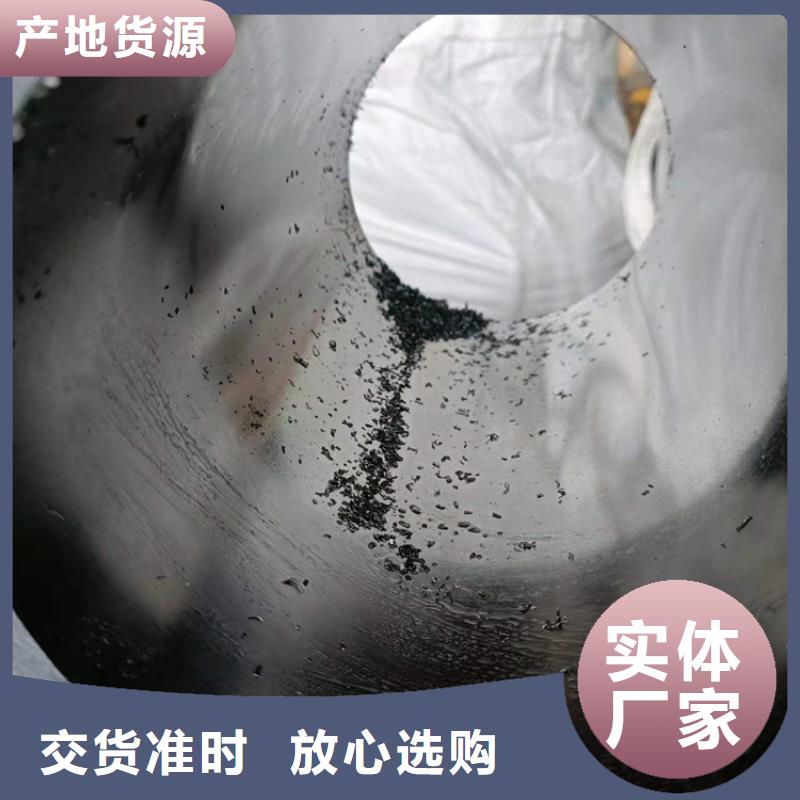
不管是冷拔過程中還是熱處理過程中,影響其性能和質量的因素都比較多,所以對加工工藝和熱處理工藝的研究是非常有必要的。珩磨管生產特點的簡單介紹珩磨管的生產工序比較多,從材料的投入到成品的成型,需要經過多次的冷變形。不僅如此,整個過程中還包含多個由準備工序和變形工序組成的生產循環,循環往復,使得珩磨管的生產周期比較長,而且材料消耗也比較大。由于珩磨管的加工設備多數為單體布置的,因此整個過程屬于間斷性生產,由此可以看出,珩磨管生產的特點是管料在冷變形之前和一直到累積冷變形量達到了一定程度后,為了加工硬化及其他需要在繼續冷變形之前,都要進行一系列準備工作。為了保證產品品質,必須對管料進行仔細檢查;對成型后的珩磨管,檢查也是不可缺少的作業環節之一,確保其表面質量、尺寸、性能等都符合標準。



為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。



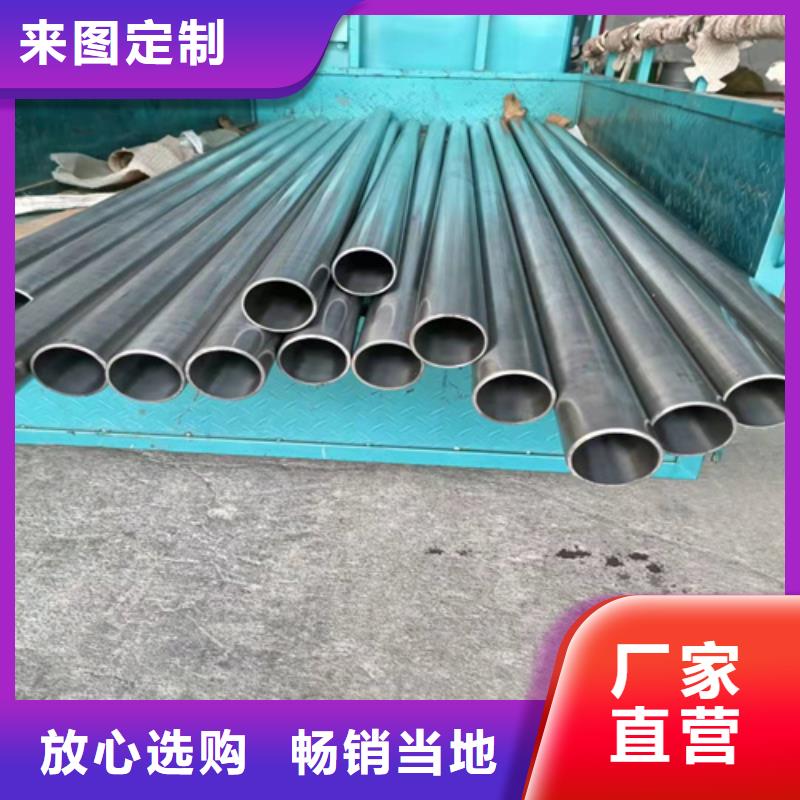
珩磨管采用滾壓加工,由于表面層留有表面殘余壓應力,可以幫助于表面微小裂紋的封閉,阻止侵蝕作用的擴展。從而增加表面抗腐蝕能力,并能減小疲勞裂紋的產生或擴大,因而增加珩磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的性和塑性變形,滾壓后,表面粗糙度值的減小,可增加配合性質缸筒是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造(又稱冷拔管,珩磨管),使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后必須更換端蓋

