
聯系我們

【鋼板-酸洗磷化無縫管好貨采購】
更新時間:2025-06-20 15:14:29 ip歸屬地:紹興,天氣:多云轉小雨,溫度:26-33 瀏覽次數:15 公司名稱:天津 鑫銘萬通商貿(紹興市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 天津鑫銘耐磨材料 |
| 價格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 運輸 | 汽運,含運費 |
| 顏色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
| 范圍 | 【鋼板-酸洗磷化無縫管】生產基地位于【天津】,供應范圍覆蓋浙江省 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市 越城區、新昌縣、諸暨市、上虞區、嵊州市等區域。 |



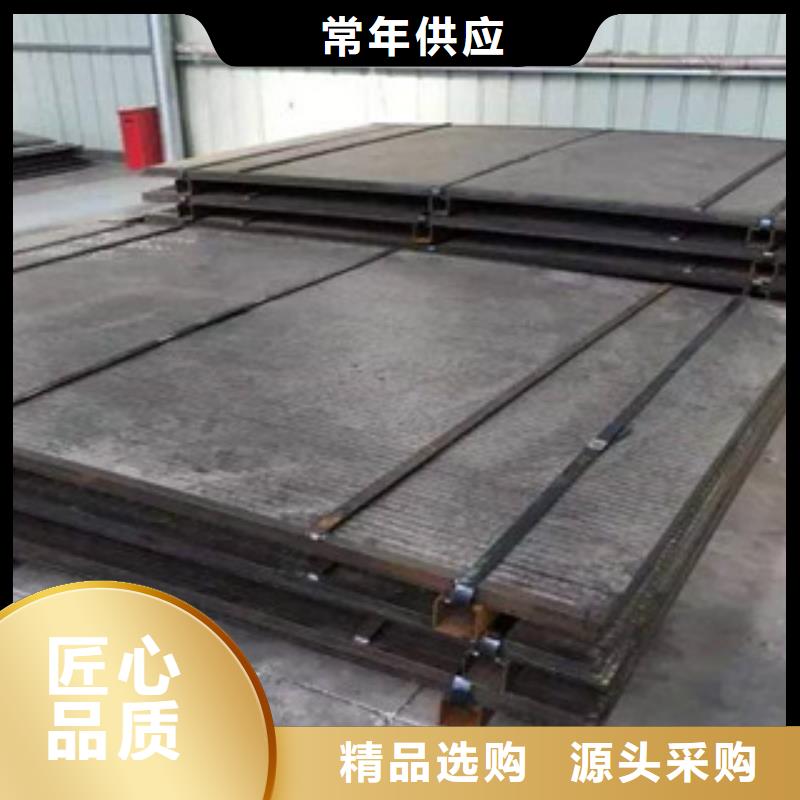



復合耐磨板由低碳鋼板和合金耐磨層兩部分組成,合金耐磨層一般為總厚度的1/3~1/2。工作時由基體提供抵抗外力的強度、韌性和塑性等綜合性能,由合金耐磨層提供滿足指定工況需求的耐磨和耐熱性能。
復合耐磨板的合金耐磨層和基板之間是完全冶金結合。通過專用設備,采用自動焊接工藝,將高硬度自保護合金焊絲或合金粉均勻地焊接在基板上,復合層數一層至兩層以至多層,復合過程中由于合金收縮比不同,出現均勻橫向裂紋,這是耐磨鋼板的顯著特點。
合金耐磨層主要以鉻合金為主,同時還添加錳、鉬、鈮、鎳、硼等其它合金成份,金相組織中碳化物呈纖維狀分布,纖維方向與表面垂直。碳化物顯硬度可以達到HV1700-2000以上,表面硬度可達到HRC58-65。合金碳化物在高溫下有很強的穩定性,保持較高的硬度,同時還具有很好的抗氧化性能,在500℃以內完全正常使用。



高硬度堆焊耐磨襯板在軋制過程的產生缺陷有很多種,比如原料缺陷、表面斑跡缺陷、高硬度堆焊耐磨襯板形缺陷、邊部缺陷等,這樣說也許大家不容易理解,其實就是會產生一些氣泡、劃傷、變形、黑斑等等。其中產品變形,主要是因為設備負荷分配不均衡、機架間張力設定不良、工作輥輥型不合理等因素引起的。

1.3 外焊縫余高過大對水壓擴徑后的管形有影響
埋弧焊雙金屬復合襯板在水壓擴徑時,是通過內腔與雙金屬復合襯板擴徑尺寸一致的左、右2部分外模將雙金屬復合襯板包住的,因此,焊縫的余高過大,在擴徑時焊縫承受的剪應力就大,焊縫2側就易出現“小直邊”現象。但經驗證明,當外焊縫的余高控制在2mm左右時,水壓擴徑時不會出現“小直邊”現象,管形不會受到影響。這是因為外焊縫的余高小,焊接接頭所承受的剪應力也小。只要這種剪應力在彈性變形范圍內,卸栽后產生回彈,管子就會恢復原狀


2、高抗沖擊性能比:由于母材采用Q235A軟鋼基板,表面采用了碳化鉻多元素耐磨堆焊復合超硬材料。充分體現了復合材料既有超常耐磨性又有抗沖擊韌性的雙重優點。這是鑄態耐磨材料所不及的。(傳統鑄件抗沖擊性較差,較脆易斷裂)
3、方便加工性能比:維修工可以任意的按現場尺寸下料成型(等離子切割),很方便的把耐磨鋼板拼焊在磨損機件表面(碳鋼面),也可以加工成沉孔用螺栓連接在構件上。也可以向內冷彎曲成型如:耐磨管道、除塵彎頭、各種異型天圓地方等板材構件。(鑄件耐磨板是不可以用焊接方法裝配的,鑄鋼也難鑄出大面積耐磨板材,另外傳統鑄件都很笨重,因為防止變形都設計有加強筋)



鑫銘萬通商貿(紹興市分公司)的宗旨是:質量是企業的靈魂,信譽是發展的,本公司以“誠信為本”的原則,以較高的 石油裂化管技術水準為基礎,以顧客至上,誠懇的服務態度為經營理念, 石油裂化管品質優良,以及更優惠的價格體系,完善的售后服務贏得廣大客戶朋友的信賴和支持,竭誠與各界新老客戶攜手合作,共創明日輝煌,歡迎廣大新老客戶來電來函咨詢!!


1、焊縫余高大的負面影響
1.1 焊趾處易開成應力腐蝕裂紋(SCC)
對接接頭的應力集中主要是焊縫余高引起的。焊縫的余高愈嚴重,焊接接頭的強度反而會降低。焊后削平余高,只要不低于母材,減少應力集中,有時反而可以提高焊接接頭的強度。
焊縫的轉角半徑愈小,應力集中的程度則愈大;反之,應力集中的程度則愈小。因此,對埋弧焊焊縫的要求:一是余高要小;二是焊縫要圓滑過度,使轉象半徑R值增大。
埋弧焊雙金屬復合襯板的焊縫均為對接接頭的焊縫,如果不控制好焊縫余高和轉角半徑,則焊趾處的應力就大,以致雙金屬復合襯板在服役這程尤其是在腐蝕介質中,易在焊趾處產生應力腐蝕裂紋。
焊縫在成型和焊接過程中不可避免地會產生殘余應力,因此管坯在成型、焊接后要殘余應力。擴徑可殘余應力,但是殘余應力很難完全,焊趾處的殘余應力也就不可能。為了在焊趾處產生應力腐蝕裂紋,這就需要控制好成型、焊接時的殘余應力,尤其是焊趾處的殘余應力。
1.2 外焊縫余高大不利于防腐


