

#700*33kg雙層球墨鑄鐵井蓋韶關#-專業廠家 <韶關>凌洲管業有限公司
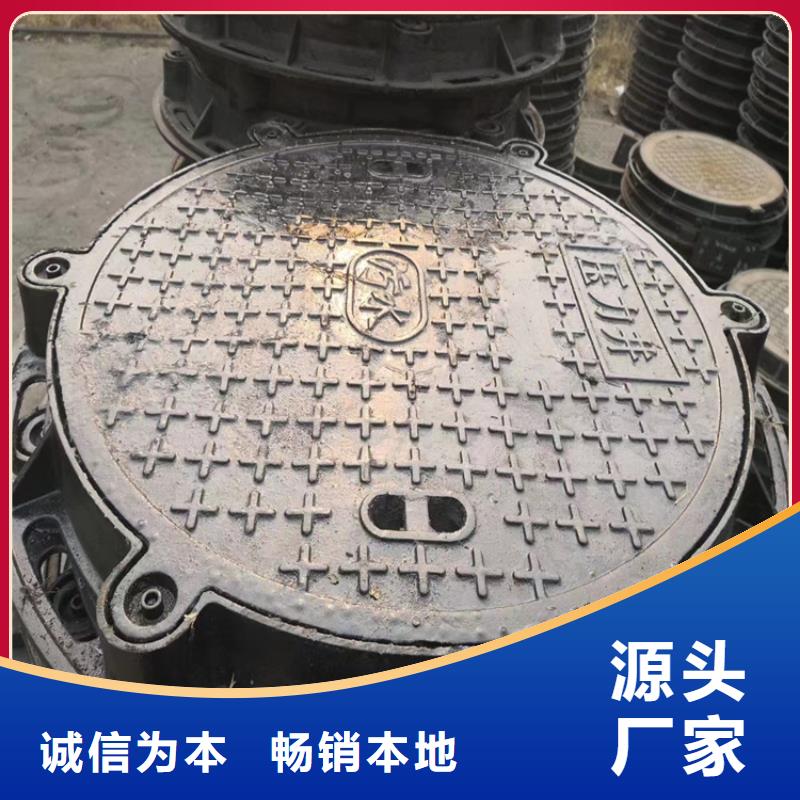
韶關球墨鑄鐵井蓋是路面上常常看到的一種基礎設施,運用井蓋能夠擋住管路、下水管道口,避免路上行人、機動車輛通過時造成隱患,所以在井蓋的裝置方面要特別注意,球墨鑄鐵井蓋裝置的好壞將直接影響著往后的運用狀況,下面跟聊城球墨鑄鐵井蓋生產廠家了解一下球墨鑄鐵井蓋應當怎么正確裝置。韶關山東凌洲管業有限公司球墨鑄鐵井蓋生產廠家指出在裝置過程中常常有弧形鋪管或是傾斜度很小的狀況,這時必須先進行直線拉管等。管道裝置完成后,再進行彎轉,在裝置過程中,須在弧的外邊用木頭將已鋪好的井蓋進行加固工藝,以防發生位移。聊城球墨鑄鐵井蓋生產廠家介紹到球墨鑄鐵井蓋選用機械插孔部件、鋼質雙套進行連接,插孔方法為油麻膨脹水泥插孔。在裝置的過程中為避免造成一些問題,生產廠家會制作直徑與球管插孔直徑相同的鋼質規范管,將規范管焊接在鋼卷管材上,然后將鋼規范管插進球管承插連接進行裝置。如果是球管插孔與管材相互連接,則在結合處增設一個球鐵雙套,隨后再用規范管進行轉換就可以了。為避免球墨鑄鐵井蓋在地面被浸蝕,有用延長井蓋運用周期,鑄鐵井蓋的外外表還必須涂抹一層瀝青漆,然后再包裝進庫。為增強鑄鐵井蓋的耐腐蝕性。

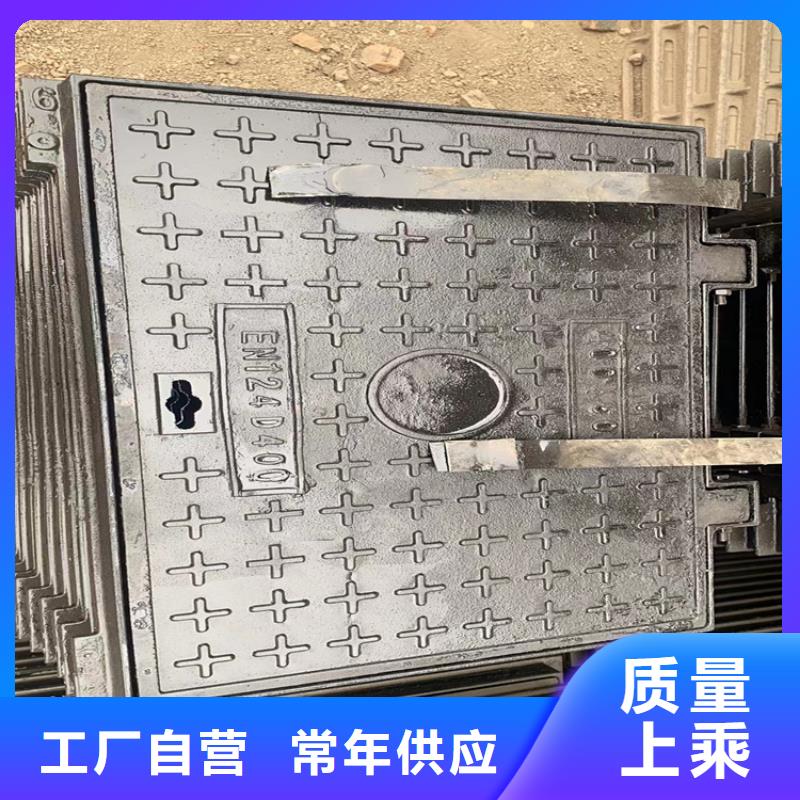
韶關球墨鑄鐵井蓋、井圈) a. 1.5噸雙頻電爐熔煉:出爐溫度在1400--1500℃ b. 每包鐵水重量:1500kg/包 c.稀土鎂合金加入量1.4%-1.6%B.控制方式a.每包鐵水球化之前檢測一次出爐溫度,控制范圍1400-1500℃。 b.每包鐵水球化完畢后,檢測一次鐵水溫度,控制范圍在1360℃以上。 c.每日進行原鐵水1—2個樣品的五元素檢測,用以控制鑄件材質及爐料回收使用的穩定性。 d.每包鐵水澆注控制時間長為10分鐘(球化反應后)超過此時間作為報廢處理。 e.每包鐵水澆注完畢后,將事先預制標牌(上面刻有該包次的序號)插入該包澆注的鑄件的澆口杯中,用以防止不同包次混淆。 f.每包鐵水澆注后期制作抗拉試棒毛坯,作為一個檢驗批次,做機械性能、金相組織及硬度的檢測。 g.落沙時,根據號牌分別堆放,不同包次不能混淆,等待試棒及金相的檢測結果。 h.試棒機械性能結果合格后,通知車間清理。韶關山東凌洲管業有限公司發現不合格包次,依照標志牌號碼逐個報廢。 4)???? 檢驗標準 A.???? 井蓋的檢驗:嚴格按照檢驗標準執行。a.外觀:無明顯鑄造缺陷,圖案清楚,字跡清晰。 b.平度檢驗:用專用胎具檢驗井蓋的平度。 制作一個直徑為產品尺寸,深度37mm的胎具,上述尺寸通過機加工而成,井蓋放在胎具中,不能有晃動及響聲,井蓋不得高于胎具,深度(37mm)配合間隙在3mm。 c.承重載荷采用抽檢方式 在壓力機做試壓試驗,井蓋承壓360KN或210KN確認合格批次。 B.井圈檢驗 a.外觀:無明顯的鑄造缺陷。 b.用專用工具檢測井圈直徑,控制范圍直徑在井蓋尺寸,深度40mm,螺栓孔要用專用檢具逐檢。 C.配合及噴漆檢測 a.T型膠圈與井圈配合,膠圈放在T型槽要平,不超長或超短,粘接牢固,配合間隙不大于1mm。 b.井蓋與井框配合組裝要平,不晃動、無聲響,蓋與框高低配合不超過1mm。 c.T型膠圈先粘牢固,再噴漆,井蓋(圈)噴漆均勻,無銹斑。
<韶關>凌洲管業有限公司