




韶關方管熱彎廠家供應價格
航蕭管件
 全自動彎管機的工作效能可以帶來的好處
現階段電機與全自動彎管機上的液壓泵中間的連接早已不用借助法蘭盤來連接了,根據這一個小改變,不只是在成本費上的消耗更加節省,電機和汽油泵中間的傳動配置也更為暢順,并且噪聲也有了挺大的改進,由于取消了連接軸、汽油泵軸連接電機的主軸軸承,這樣不只是了效率,并且也擴大了扭矩,促使液壓彎管機和全自動彎管機及液壓機切管機等液壓機管件加工車床總體的一個。
應用過全自動彎管機機器的用戶多多少少都對彎管機及液壓特性有些掌握,在彎管機的生產過程中,對彎管機上夾緊配置繼電器需要多裝一個保壓閥來把控,這樣做的目的實際上就是方便減少用戶的投入資金,在彎管機眾多系列產品中,很多用戶因為需要控制成本,一般選購的型號也就只是剛剛好能夠符合自身產品的生產范疇。
而大家為了促使彎管機應用的更為順暢,在對彎管機夾持上加裝保壓閥實際上就是來降低彎管機因為生產超載產品的時候,彎頭出現跑偏及在彎折不銹鋼管件的時候由于跑偏而左右彎管的加工品質的。
那以上就是這次和大家分享的內容了,全自動彎管機的工作效能確實是可以改進液壓傳動系統自然環境的。
全自動彎管機的工作效能可以帶來的好處
現階段電機與全自動彎管機上的液壓泵中間的連接早已不用借助法蘭盤來連接了,根據這一個小改變,不只是在成本費上的消耗更加節省,電機和汽油泵中間的傳動配置也更為暢順,并且噪聲也有了挺大的改進,由于取消了連接軸、汽油泵軸連接電機的主軸軸承,這樣不只是了效率,并且也擴大了扭矩,促使液壓彎管機和全自動彎管機及液壓機切管機等液壓機管件加工車床總體的一個。
應用過全自動彎管機機器的用戶多多少少都對彎管機及液壓特性有些掌握,在彎管機的生產過程中,對彎管機上夾緊配置繼電器需要多裝一個保壓閥來把控,這樣做的目的實際上就是方便減少用戶的投入資金,在彎管機眾多系列產品中,很多用戶因為需要控制成本,一般選購的型號也就只是剛剛好能夠符合自身產品的生產范疇。
而大家為了促使彎管機應用的更為順暢,在對彎管機夾持上加裝保壓閥實際上就是來降低彎管機因為生產超載產品的時候,彎頭出現跑偏及在彎折不銹鋼管件的時候由于跑偏而左右彎管的加工品質的。
那以上就是這次和大家分享的內容了,全自動彎管機的工作效能確實是可以改進液壓傳動系統自然環境的。

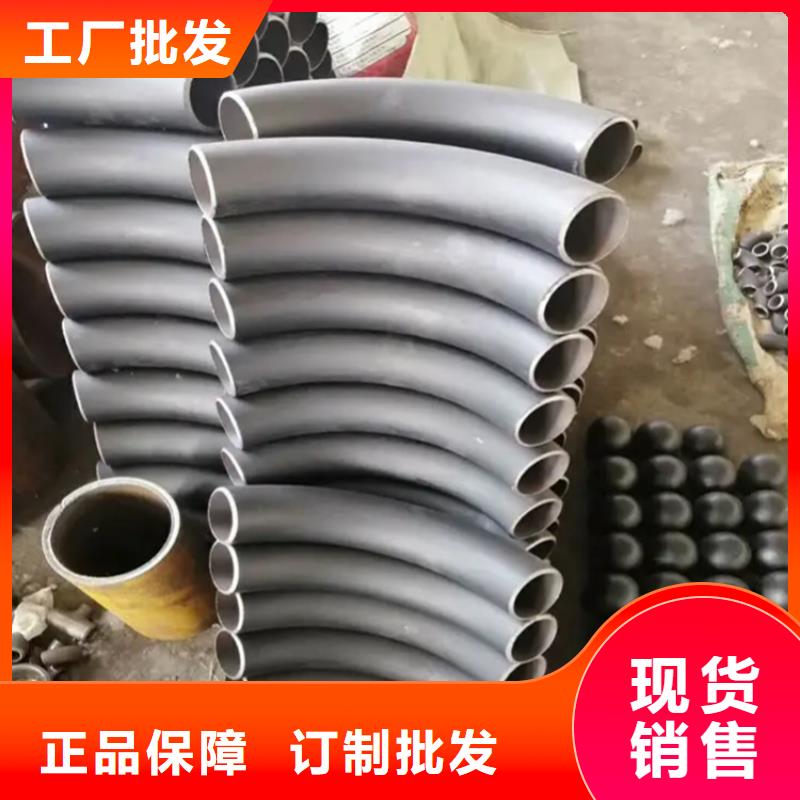
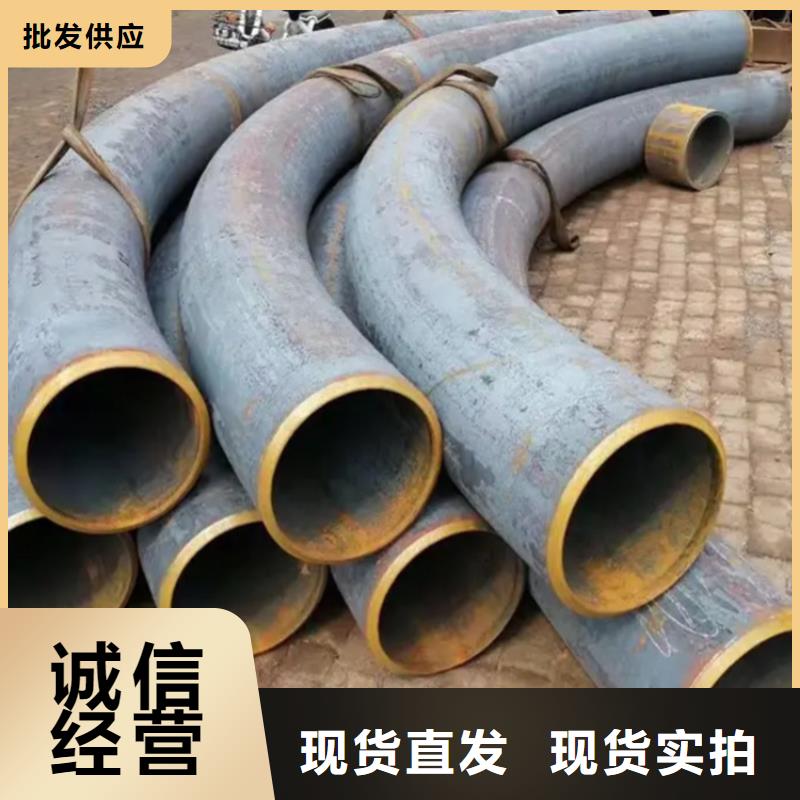
 彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。
