





準(zhǔn)備好領(lǐng)略無(wú)縫鋼管鍍鋅鋼管廠常年供應(yīng)產(chǎn)品的風(fēng)采了嗎?我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個(gè)細(xì)節(jié),從外觀到內(nèi)在,從功能到性能,讓您了解它的獨(dú)特之處。
以下是:無(wú)縫鋼管鍍鋅鋼管廠常年供應(yīng)的圖文介紹

縫鋼管鍍鋅鋼管廠常年供應(yīng)")
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
酸洗鈍化是一種化學(xué)反應(yīng),用以去除鋼鐵表面的腐銹現(xiàn)象。 用途 對(duì)無(wú)縫鋼管、不銹鋼酸洗鈍化,各類油污、銹、氧化皮、焊斑等污垢,處理后表面變成均勻銀白色,大大提高不銹鋼抗腐蝕性能,適用于各種型號(hào)不銹鋼零件、板材及其設(shè)備。 特點(diǎn) 操作簡(jiǎn)單,使用方便、經(jīng)濟(jì)實(shí)用,同時(shí)添加了緩蝕劑、抑霧劑,防止金屬出現(xiàn)過(guò)腐蝕和氫脆現(xiàn)象、抑制酸霧的產(chǎn)生。特別適用于小型復(fù)雜工件,不適合涂膏的情況,優(yōu)于市場(chǎng)同類產(chǎn)品。 華爾網(wǎng)酸洗鈍化無(wú)縫鋼管工藝流程: 脫脂---水洗---酸洗----水洗---封閉劑 一般無(wú)縫鋼管(碳鋼)的酸洗方法有2種,如下: 1.硫酸:稀釋至20%左右的濃度,加熱到60—65度,一般洗20-30分鐘 2.鹽酸:同樣稀釋至20%左右的濃度,直接室溫酸洗,一般洗20-30分鐘; 酸洗后的鋼管要進(jìn)行防銹處理的,鈍化是其中的一種,要看鈍化的質(zhì)量如何,還有封閉劑的選用也很重要的 酸洗后(以去除氧化皮為準(zhǔn)),要立即用水沖洗,立即中和處理,防銹的話,還要進(jìn)行鈍化處理。 華爾網(wǎng)酸洗鈍化無(wú)縫鋼管適用范圍 適用于各種形狀、材質(zhì)的鋼鐵件的除油、除銹、磷化處理。可與靜電噴塑、烤漆、噴粉、涂漆等涂裝工藝配套。 華爾網(wǎng)酸洗鈍化無(wú)縫鋼管主要特點(diǎn): 固體包裝,儲(chǔ)運(yùn)方便,在同一槽即可完成除油、除銹、磷化、鈍化全過(guò)程,工藝簡(jiǎn)單、操作方便、不需加熱,節(jié)約能源,穩(wěn)定性好,連續(xù)使用,不需經(jīng)常排放,污染甚少,不含NaNO2、NaNO3、NaF及Cr6+等有害物質(zhì),磷化膜致密連續(xù)、均勻,各項(xiàng)指標(biāo)達(dá)國(guó)標(biāo),處理綜合成本低。
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
鵬鑫鋼鐵有限公司是一家以 陜西焊管的生產(chǎn)、營(yíng)銷于一體的綜合性廠家。其中 陜西焊管引用國(guó)內(nèi)外的研發(fā)技術(shù),公司每個(gè)生產(chǎn)階段都遵守了嚴(yán)格的生產(chǎn)規(guī)范。本公司以科學(xué)的管理、的檢測(cè)、周到的服務(wù)滿足廣大客戶的需求,在本行業(yè)中一直擁有良好的聲譽(yù),并贏得了客戶的廣泛好評(píng)。現(xiàn)代企業(yè)的管理方法,立足于產(chǎn)品的質(zhì)量管理。以其優(yōu)異的品質(zhì)、新穎的設(shè)計(jì)、合理的價(jià)格、完善的服務(wù)是公司不斷孜孜追求的目標(biāo)。
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
無(wú)縫鋼管被廣泛用于機(jī)械制造,因?yàn)檫@種鋼的機(jī)械機(jī)能很好。但由于是中碳鋼,所以淬火機(jī)能并不好,可以淬硬至HRC42-46。假如需要表面硬度,又希望體現(xiàn)出無(wú)縫鋼管優(yōu)質(zhì)的機(jī)械機(jī)能,采用的方法是將無(wú)縫鋼管表面進(jìn)行滲碳淬火,這樣就能夠獲得需要的表面硬度。 1.無(wú)縫鋼管淬火后在沒(méi)有回火之前,硬度大于HRC55(*高可達(dá)HRC62)為合格。實(shí)際應(yīng)用的*高硬度為HRC55(高頻淬火HRC58)。 2.無(wú)縫鋼管不要采用滲碳淬火的熱處理工藝。 調(diào)質(zhì)處理后零件具有良好的綜合機(jī)械機(jī)能,廣泛應(yīng)用于各種重要的結(jié)構(gòu)零件,尤其是在交變負(fù)荷下工作的連桿、螺栓、齒輪及軸類等。但表面硬度較低,不耐磨,可用調(diào)質(zhì)+表面淬火進(jìn)步零件表面硬度。 滲碳處理一般用于表面耐磨、芯部耐沖擊的重載零件,其耐磨性比調(diào)質(zhì)+表面淬火高。其表面含碳量0.8-1.2%,芯部一般在0.1-0.25%(特殊情況下采用0.35%)。經(jīng)熱處理后,表面可獲得很高的硬度(HRC58-62),芯部硬度低,耐沖擊。 如果用無(wú)縫鋼管滲碳,淬火后芯部會(huì)泛起硬脆的馬氏體,失去滲碳處理的長(zhǎng)處。現(xiàn)在采用滲碳工藝的材料,含碳量都不高,到0.30%芯部強(qiáng)度已經(jīng)可以達(dá)到很高,而且從未在實(shí)際應(yīng)用出現(xiàn)過(guò)。可采用調(diào)質(zhì)+高頻表面淬火的工藝,但是耐磨性較滲碳略差。
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
縫鋼管鍍鋅鋼管廠常年供應(yīng)")
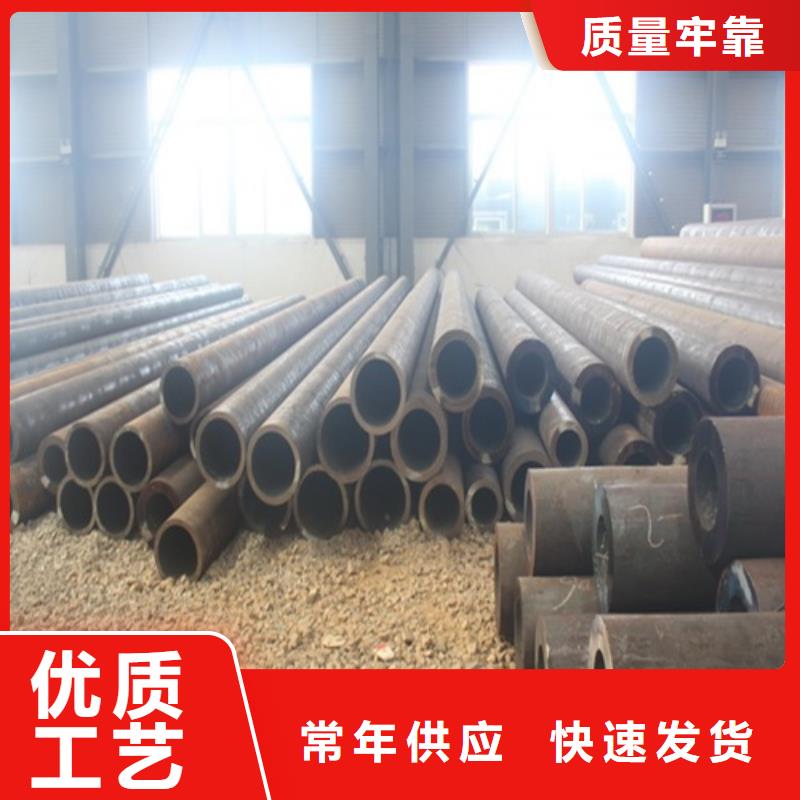
華爾網(wǎng)大口徑無(wú)縫鋼管生產(chǎn)流程及工藝介紹。摘要:本文主要介紹了大口徑厚壁無(wú)縫鋼管的生產(chǎn)流程、工藝,以及各個(gè)工序的注意要點(diǎn)等知識(shí)。大口徑厚壁無(wú)縫鋼管的優(yōu)點(diǎn)很多,比如可以節(jié)省材料,減輕重量,節(jié)約成本等等。 介紹一下華爾網(wǎng)大口徑厚壁無(wú)縫鋼管的制作工藝和注意事項(xiàng): 1、原料檢驗(yàn)-→下料-→加熱穿孔-→酸洗潤(rùn)滑風(fēng)干(冷軋不用)-→冷軋加工(熱扎或熱處理)→矯直-→精整。 2、成品檢驗(yàn): (1)外觀質(zhì)量。 (2)內(nèi)徑、外徑尺寸。 (3)表面質(zhì)量。 (4)長(zhǎng)度。 (5)幾何形狀。 3、坯料準(zhǔn)備及檢查。 4、加熱穿孔。 5、酸洗。 6、修磨潤(rùn)滑。 7、冷軋。 8、矯直。 9、切頭。 10、成品檢驗(yàn)。 11、標(biāo)識(shí)。 12、包 、入庫(kù)下面我們就來(lái)具體了解一下各道工序的具體操作方法吧! 1.原料檢驗(yàn)在進(jìn)入生產(chǎn)之前需要對(duì)原材料進(jìn)行嚴(yán)格的檢查,確保其符合相關(guān)標(biāo)準(zhǔn)才能投入生產(chǎn)。 2.下料一般采用中板作為原材料,通過(guò)切割機(jī)的將鋼板開(kāi)成所需要的規(guī)格尺寸; 3.加熱穿孔將管坯放入感應(yīng)圈中在溫度的作用下使其內(nèi)部原子與原子發(fā)生碰撞產(chǎn)生熱量從而形成孔洞; 4.酸洗利用化學(xué)溶液對(duì)管材內(nèi)外表面進(jìn)行腐蝕達(dá)到除銹的效果; 5.修磨利用砂輪機(jī)等工具對(duì)內(nèi)表面的毛刺進(jìn)行處理; 6.清洗利用高壓水或者蒸汽等清潔管道內(nèi)的雜質(zhì)和氧化物以達(dá)到除垢的效果; 7.冷拔通過(guò)拉拔使金屬變形來(lái)達(dá)到增加強(qiáng)度的效果。 8.精整對(duì)經(jīng)過(guò)以上幾道工序后的半成品進(jìn)行檢查并做出相應(yīng)的標(biāo)記以便后期使用。 9.成品檢驗(yàn)經(jīng)過(guò)以上幾道程序之后我們的大直徑螺旋焊管就完成了它的整個(gè)制作過(guò)程了!
點(diǎn)擊查看鵬鑫鋼鐵有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
