


如果你想要更深入地了解我們的合金鋼管厚壁無縫鋼管無中間商廠家直銷產品,那么請務必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
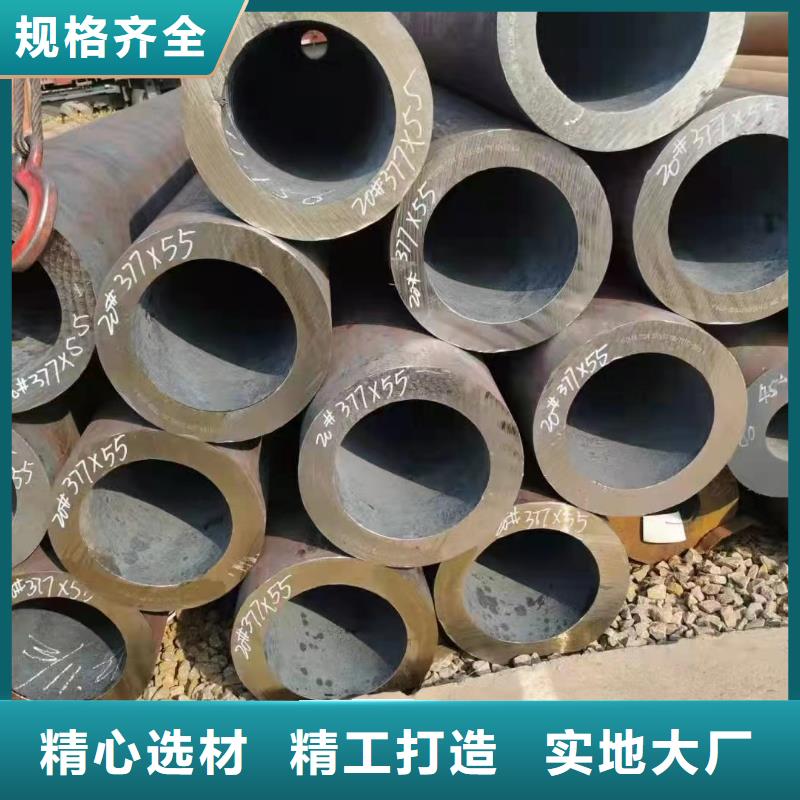
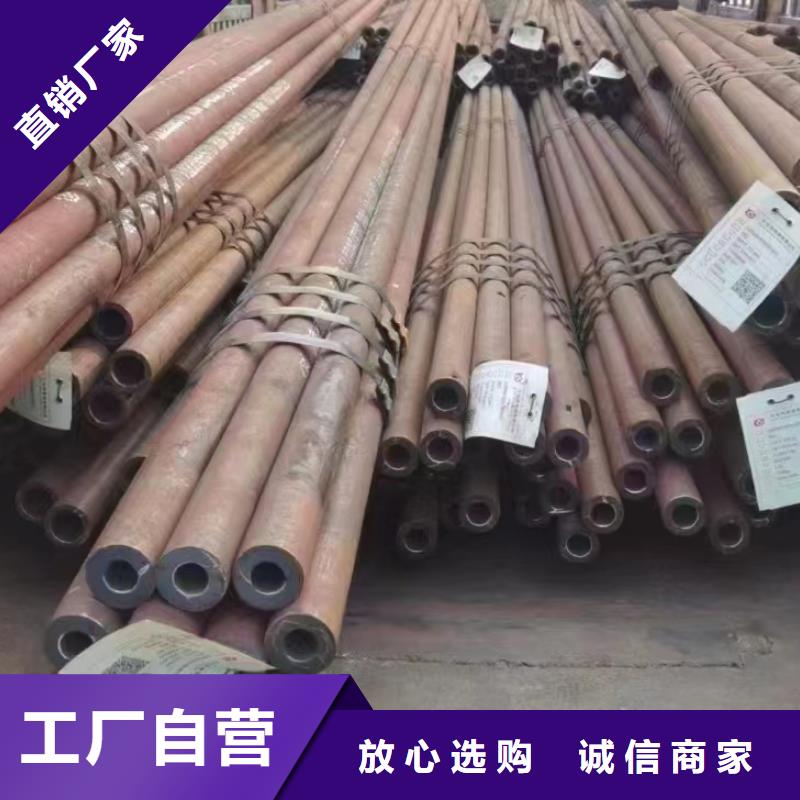
以下是:合金鋼管厚壁無縫鋼管無中間商廠家直銷的圖文介紹
浩銘物資有限公司優異的 陜西高壓合金管產品和卓越服務受到廣大用戶的青睞與國內外廣泛贊譽,成為值得尊敬和信賴的合作伙伴。始終堅持“誠信立業,追求卓越,合作共贏,共同發展”,竭誠歡迎各界朋友來廠參觀指導,洽談業務。我們愿與您攜手共進,互惠雙贏,共創未來!


陜西焊接合金鋼管時很容易出現冷裂紋。此時,由于焊接時內應力比較大,裂紋的產生很容易影響焊接質量。如果比較嚴重,圓鋼管的性能指標就會降低。控制一直是工程施工質量控制的重點和難點,如何合理避免此類問題。適當擴大電流量,降低冷卻速度,有利于防止硬化機制的產生。焊接前加熱避免了裂紋的產生,在一定程度上還具有改善性能的作用。控制固層溫度,應略高于加熱溫度。合金鋼管選擇有效的焊接模式,嚴格按照工程圖紙生產加工零件的焊縫。清理焊縫兩側的鐵銹、水等,減少氡氣的來源。合金鋼管裂紋通常發生在封頭焊道和焊根處,因此對定位的焊接長度、焊孔縱橫比和間距也有相應的要求。如果在焊縫內強制完成精密定位焊接,焊接縱橫比應低于焊縫深度的2/3,長度應超過40mm。如有必要,在精密定位焊前加熱。焊接前檢查精密定位焊接,如有裂紋排除重新焊接。精密定位焊的長度和間隔應取決于對接焊縫的厚度和結構的長度。為降低熱應力,避免合金鋼管焊接產生裂紋,安裝時要防止強行組裝。焊接前進行合金鋼管加工工藝鑒定實驗,明確加工工藝的主要參數。堿低氫焊絲E5Q/E55用于合金鋼管的手工焊接;CO:氣體保護焊可以使用藥芯焊絲;弧焊可使用F5021-H08MnA焊絲,并按規定嚴格風干。風干溫度為350-450℃。風干后在100-150℃保溫1-1h,放入保溫隔熱筒中隨時使用。合金鋼管超低溫焊接后,應進行緩冷。為了減緩焊接和熱影響區的冷卻速度,避免形成冷裂紋,應立即對焊接部位進行保溫,即立即將焊接部位加熱到250-350℃。℃,用石棉保溫2~6小時后風冷,可減少焊接中過氧化物的量,避免冷裂紋。加熱方式和總寬度與焊接前相同。


陜西合金鋼管是含有鉻元素的鋼材。鉻鋼是指含鉻的合金鋼,鉻能增加鋼的淬透性,提高鋼的強度和耐磨性。但鉻鋼也有過熱傾向和產生回火脆性的傾向。鉻鋼鍛后易生白點,低碳鉻鋼滲碳后表層碳濃度較高、較脆。是一種很好的滲碳用鋼,含鉻可增加鋼的淬透性,減少淬火時的變形,有利于提高滲碳件心部的強度,而不降低沖擊韌性。鉻是耐熱鋼的主要合金元素之一。陜西合金鋼管是指含鉻的合金鋼,質地堅硬,耐磨,耐腐蝕,不生銹,可用來制造機器和工具。具有較高的抗氧化性和耐蝕性。為了不同的使用環境,常加入其他元素如鉬、釩、鎢、鈦、鈮、硼等元素。陜西合金鋼管常用的應用領域和鋼種有12CrMo,20CrMo,35CrMo,1Cr5Mo,1Cr12Mo。可用來制造機器和工具。具有較高的抗氧化性和耐蝕性。為了不同的使用環境,常加入其他元素如鉬、釩、鎢、鈦、鈮、硼等元素。




