


無縫鋼管屈服點的計算公式為:式中:-試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
③斷后伸長率(σ)在拉伸試驗中,試樣拉斷后其標距所增加的長度與原標距長度的百分比,稱為伸長率。以σ表示,單位為%。計算公式為:σ=(Lh-Lo)/L0*式中:Lh--試樣拉斷后的標距長度,mm; L0--試樣原始標距長度,mm。④斷面收縮率(ψ)在拉伸試驗中,試樣拉斷后其縮徑處橫截面積的 縮減量與原始橫截面積的百分比,稱為斷面收縮率。以ψ表示,單位為%。計算公式如下:式中:S0--試樣原始橫截面積,mm2; S1--試樣拉斷后縮徑處的少橫截面積,mm2。⑤硬度指標
金屬材料抵抗硬的物體壓陷表面的能力,稱為硬度。根據試驗方法和適用范圍不同,硬度又可分為布氏硬度、洛氏硬度、維氏硬度、肖氏硬度、顯硬度和高溫硬度等。對于管材一般常用的有布氏、洛氏、維氏硬度三種。
無縫鋼管質量檢驗方法:1.化學成分分析:化學分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出 點、小點③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件、標準、經驗、標識、鋼管轉動。
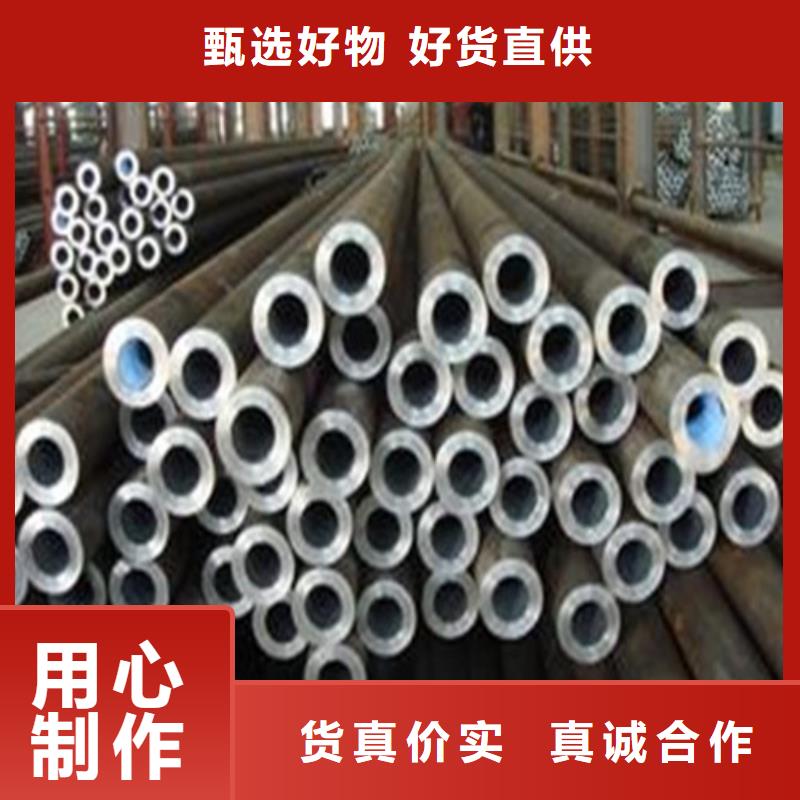
鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。
無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產

承壓流體輸送用螺旋縫埋弧焊鋼管(SY/T5037-2000)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,用雙面埋弧焊法焊接,用于承壓流體輸送的螺旋縫鋼管。無縫鋼管承壓能力強,焊接性能好,經過各種嚴格的科學檢驗和測試,使用可靠。鋼管口徑大,輸送效率高,并可節約鋪設管線的投資。主要用于輸送石油、天然氣的管線。
5.承壓流體輸送用螺旋縫高頻焊鋼管(SY/T5038-2000)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;經過各種嚴格和科學檢驗和測試,使用可靠,鋼管口徑大,輸送效率高,并可節省鋪設管線的投資。主要用于鋪設輸送石油、天然氣等的管線。