

山西Q345B鍍鋅管4米定尺值得信賴97188 <山西>神悅鋼材有限公司
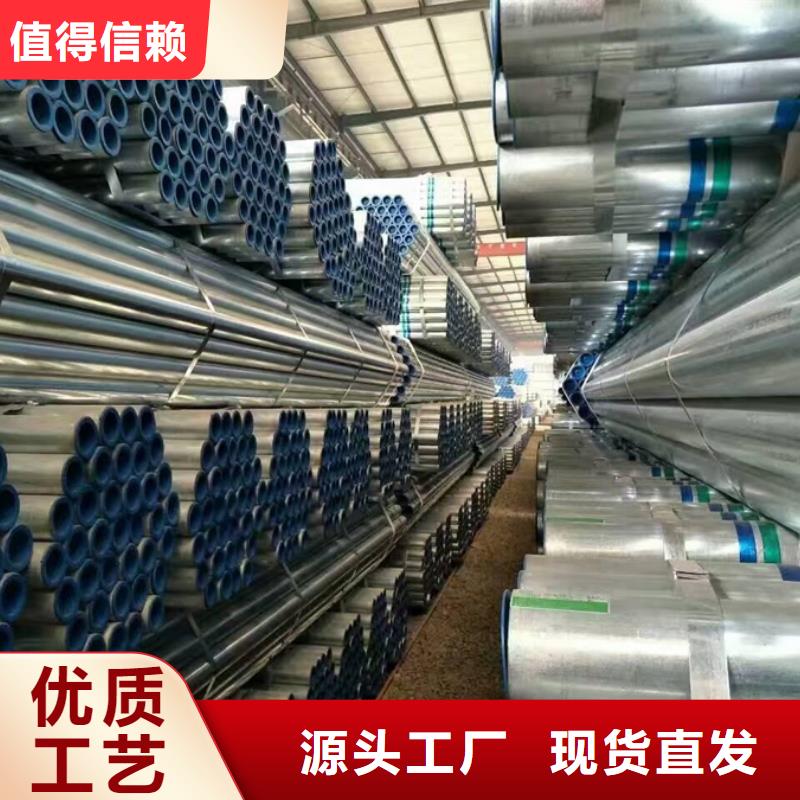
華爾鋼熱鍍鋅管物理變形規(guī)范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質(zhì)量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側(cè)自動埋弧焊機(jī)在鍍鋅無縫管領(lǐng)域稱為內(nèi)焊。鍍鋅無縫管的內(nèi)焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經(jīng)驗豐富的內(nèi)部組長可以從鍍鋅無縫管工業(yè)電視上調(diào)整焊接電焊軌,在內(nèi)焊時從外焊點的網(wǎng)絡(luò)熱點調(diào)整內(nèi)焊速度。 山西熱鍍鋅管焊接前,主要是對鍍鋅無縫管進(jìn)行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠(yuǎn)紅外履帶式熱處理爐片,全自動設(shè)置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側(cè)焊接。


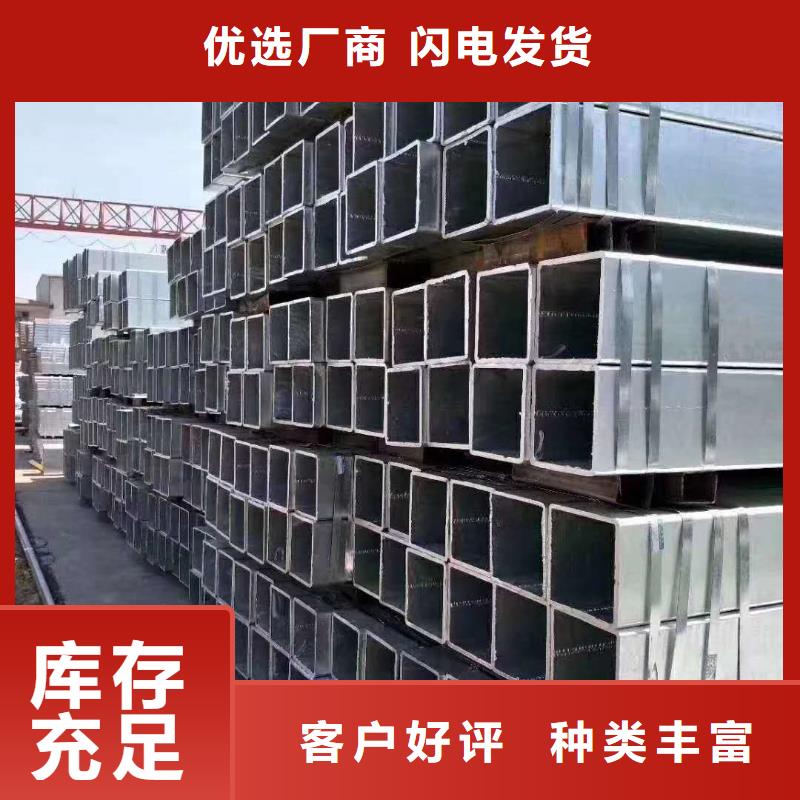
點爐中的熱處理不可能一氣呵成。山西鍍鋅管落地水平應(yīng)根據(jù)溫度控制,中間關(guān)爐改變壓力,使淬火后的工件透視自始至終不矛盾。注意冷凍液的測量。 如果 10% 鹽水溶液的測量高于 60°C,則不能應(yīng)用。冷凍液不得有血、沙等殘留物,否則會出現(xiàn)視角多或景物不均。粗胚一旦調(diào)質(zhì),視角就永遠(yuǎn)不會均勻。 如果要失去良好的調(diào)質(zhì)質(zhì)量,則毛坯應(yīng)進(jìn)行粗加工,圓棒應(yīng)進(jìn)行鍛造。 山西鍍鋅方管活塞機(jī)的液壓系統(tǒng)有單活塞桿氣缸和雙活塞桿氣缸兩種。 單活塞桿液壓系統(tǒng)只有液壓缸的一端,兩側(cè)分別為出油口和回油孔,以達(dá)到橫向適應(yīng)。又稱雙效油缸,常用于液壓挖掘機(jī)等工程機(jī)械。 鍍鋅方管雙活塞桿液壓系統(tǒng)具有兩側(cè)延伸的液壓缸,其組成與單活塞液壓系統(tǒng)基本相同。 當(dāng)液壓系統(tǒng)的右腔充滿液體,左腔被抽油時,活塞桿偏心,對面的活塞桿偏心。 鍍鋅方管的穩(wěn)定性和合理性。
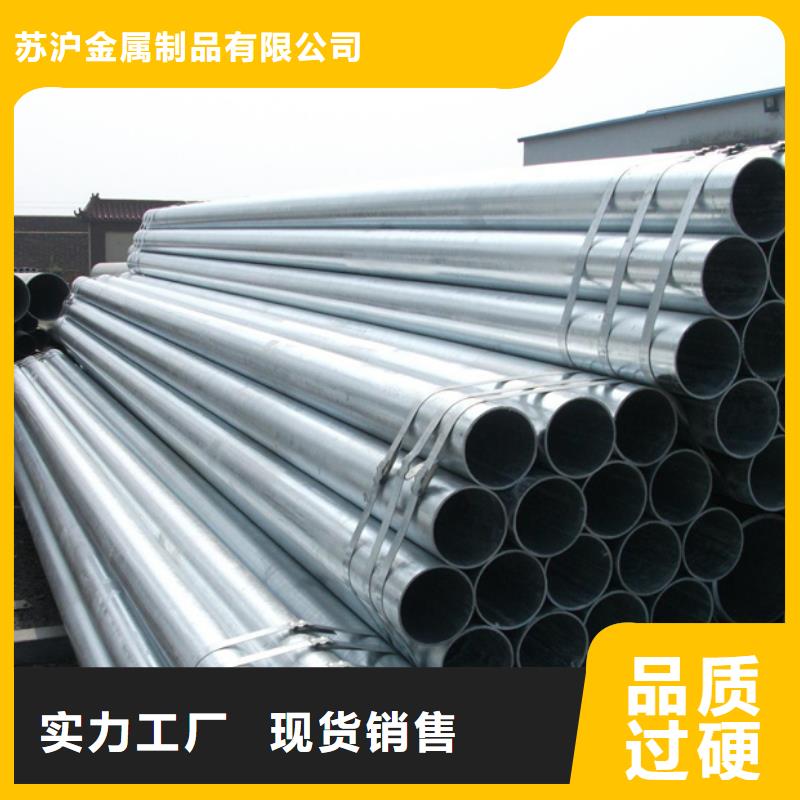
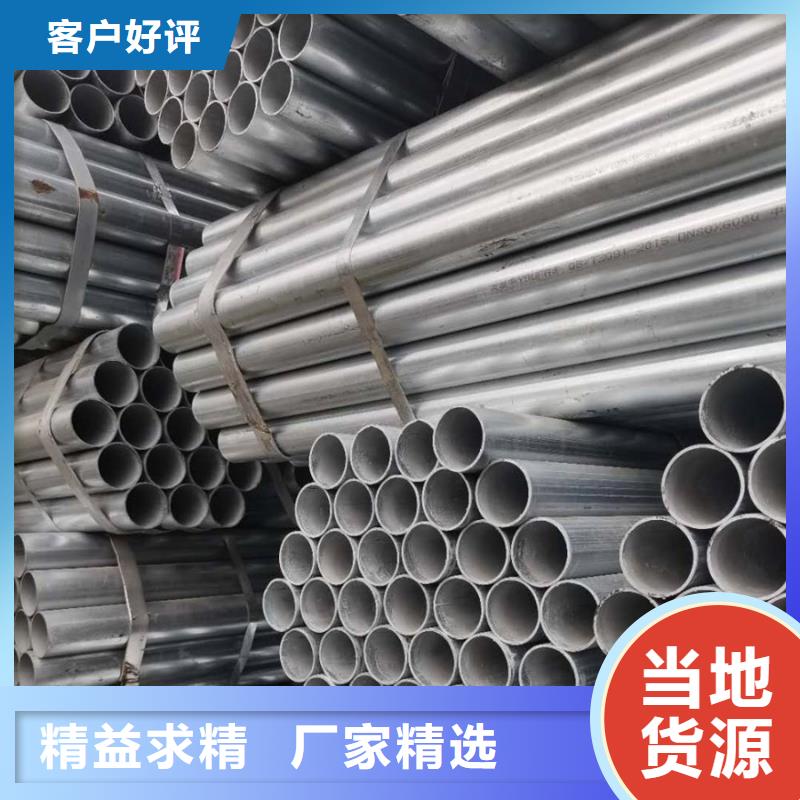
山西鍍鋅無縫管分析了在持續(xù)高溫腐蝕環(huán)境溫度條件下持續(xù)高溫硫腐蝕和持續(xù)高溫腐蝕的主要原因,并根據(jù)實際情況實現(xiàn)點火系統(tǒng)軟件的更新改造。鍍鋅無縫管的清理深度不得超過公稱通徑壁厚的負(fù)誤差,清理處的具體壁厚不得低于允許壁厚。 鍍鋅無縫管有多種對策。關(guān)鍵是根據(jù)不同的情況采用不同的方法。 如果使用不同的情況,則采用不同的方法,山西鍍鋅管如使用保溫材料和耐火保溫材料來阻擋火焰,立即點燃鋼架結(jié)構(gòu)。鍍鋅無縫管降低了熱對流的速率,減緩了鋼架結(jié)構(gòu)升溫的時間,削弱了其抗壓強(qiáng)度。 但無論使用哪種方法,基本原理都是一樣的。 防火材料是近年來比較優(yōu)良的防火技術(shù)措施。 由于殘留元素對鍋爐質(zhì)量的危害,優(yōu)質(zhì)商品對鋼中有害元素和殘留物的調(diào)整有特別嚴(yán)格的規(guī)定。 各種殘留元素的成分應(yīng)盡可能控制在很低的水平,并經(jīng)常選擇爐外的生產(chǎn)工藝流程,以保證其清潔度。 太多的水會導(dǎo)致煤粘在滾筒上的煤粉上。 以上鍍鋅無縫管就是今天介紹的文章內(nèi)容。 生產(chǎn)方法與無縫鋼管相同,但對生產(chǎn)無縫鋼管所用的鋼種有嚴(yán)格的規(guī)定。
