



想知道高頻焊管源頭廠家產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:高頻焊管源頭廠家的圖文介紹

鵬鑫鋼鐵有限公司
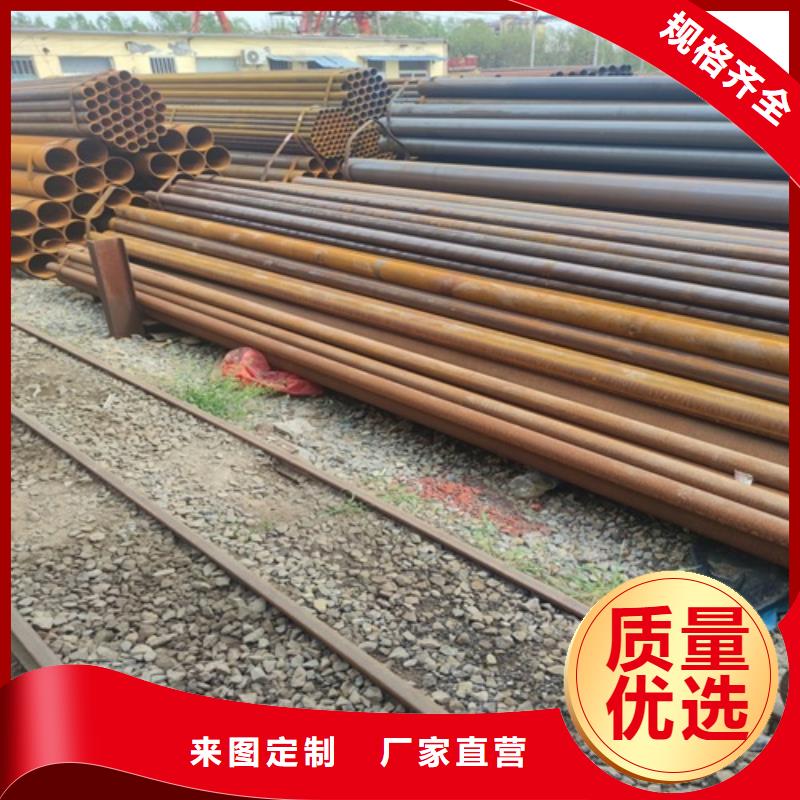
鵬鑫鋼鐵有限公司主營 山西焊管。公司位于山東聊城經濟開發區武夷山路,交通便利,地理位置優越,交通便利。公司產品均符合標準(GB)、產品品種豐富、規格齊全,現已銷往全國各地,得到諸多客戶的好評。 公司常備庫存量充足,品種規格齊全。本著薄利多銷,質量可靠的銷售原則,讓客戶買的放心,用的舒心!誠信、專業、 是我們的服務宗旨,我們將竭誠為新老客戶提供過硬的產品和優質的服務, 歡迎各界朋友蒞臨參觀、指導和業務洽談。


山西不銹鋼焊管因其優異的性能,廣泛用于電加熱管、散熱器、石油化工、以及各類工業用不銹鋼管行業。根據其材質的不同,應用的領域也有所不同,其中: GB/T3091-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其他用途管。其代表材質Q235A級鋼。 GB/T3092-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。其代表材質為:Q235A級鋼。 GB/T14291-1992(礦用流體輸送焊接鋼管)。主要用于礦山壓風、排水、軸放瓦斯用直縫焊接鋼管。其代表材質Q235A、B級鋼。 GB/T14980-1994(低壓流體輸送用大直徑電焊鋼管)。主要用于輸送水、污水、煤氣、空氣、采暖蒸汽等低壓流體和其它用途。其代表材質Q235A級鋼。 GB/T12770-1991(機械結構用不銹鋼焊接鋼管)。主要用于機械、汽車、自行車、家具、賓館和飯店裝飾及其他機械部件與結構件。其代表材質0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流體輸送用不銹鋼焊接鋼管)。主要用于輸送低壓腐蝕性介質。代表材質為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。 口徑較小的山西不銹鋼焊管多數用在電熱管,而口徑較大的不銹鋼焊管用在裝飾或流體用(如水管,工業管)。



焊管高頻焊接方法 焊管采用這種焊接方法時,接觸頭可設置在離會合點不同距離上。管坯運動時,接觸頭可沿待焊邊上面或下面滑動。接觸頭從上面放置在待焊邊上的方案用得*廣,因為采用這種方案可以使焊接裝置結構簡單可靠。焊管高頻焊接主要是利用高頻電流的趨膚效應和鄰近效應,使電流高度集中在待焊邊上,從而能在百分之一秒時間內將其加熱到焊接溫度1230℃左右,然后在擠壓輥的作用下進行壓力焊接。 焊管高頻焊接方法,根據向被焊件饋電方式不同,可分為傳導饋電和感應饋電兩種。采用傳導饋電焊接時,借助于兩個接觸頭2和3把高頻電流傳到管坯1上。焊接電流沿管坯坡口兩側流過,并通過擠壓輥5附近的坡口兩側會合點形成回路。在管坯兩側坡口上的電流方向是相反的,因此,鄰近效應使電流集中于坡口的表面, 電流頻率越高,電流就越集中于其表面。阻抗器4提高了坡口加熱的集中程度,因為它增大了電流環繞管坯流過的感抗。 現在的焊管焊接技術已經時發展的非常純熟,開始慢慢的擺脫之前的老套,逐漸采用全新的技術,并且嚴格保證了焊縫技術的優越性。未來的鋼材市場,科技市場中國必將走在前沿。



山西焊管焊縫質量指標 在進行焊接工作的過程中,務必要注意焊縫的質量。正常情況下,焊管的焊縫從外觀上來看的話,其的單面焊縫外觀成形良好,而且平滑整齊,熔寬及加強高等均符合相應的要求。此外,所產生的焊接缺陷明顯要比手工電弧焊單面焊雙面成形工藝出現缺陷的概率要低。 在對焊管焊縫的外觀質量進行檢查之后,還需要對焊縫內部焊接情況進行檢查。通常是采用X射線探傷試驗進行檢測。這樣可以更迅速且更準確的了解具體的焊接情況。在判斷焊接質量的時候,還需要結合其的力學性能進行。這是因為采用不同的焊接工藝,終所得到的焊接成品的力學性能是不一樣的。 比如我們可以選擇一根焊管來進行對比試驗。經檢測,該焊管的壁厚為6 毫米,直徑為325毫米。在采用對接焊工藝進行焊接的時候,手工電弧焊和CO2氣體保護焊焊接所得到的接頭的性能相近,通常是前者的性能略高于后者。究其原因,主要是因為該焊管的強度標準比較高。 同樣在對這兩種焊接工藝進行比較的時候,我們發現在焊接完成之后,焊管接頭的金相組織基本相同,主要都是由鐵素體和珠光體構成。不過,后者工藝的成型質量更為可靠一些。 相比較來說,在采用這種工藝對焊管進行焊接的時候,不僅操作更加簡單,而且焊接的質量更有保證,焊接速度也更快,具有成本低效率高的優勢,在生產中取得了良好的效果。
