




精心打磨的產品視頻已準備就緒,它將帶您深入繞筋機,【數控彎箍機】產品實拍的魅力世界,讓您重新發現產品的無限可能。
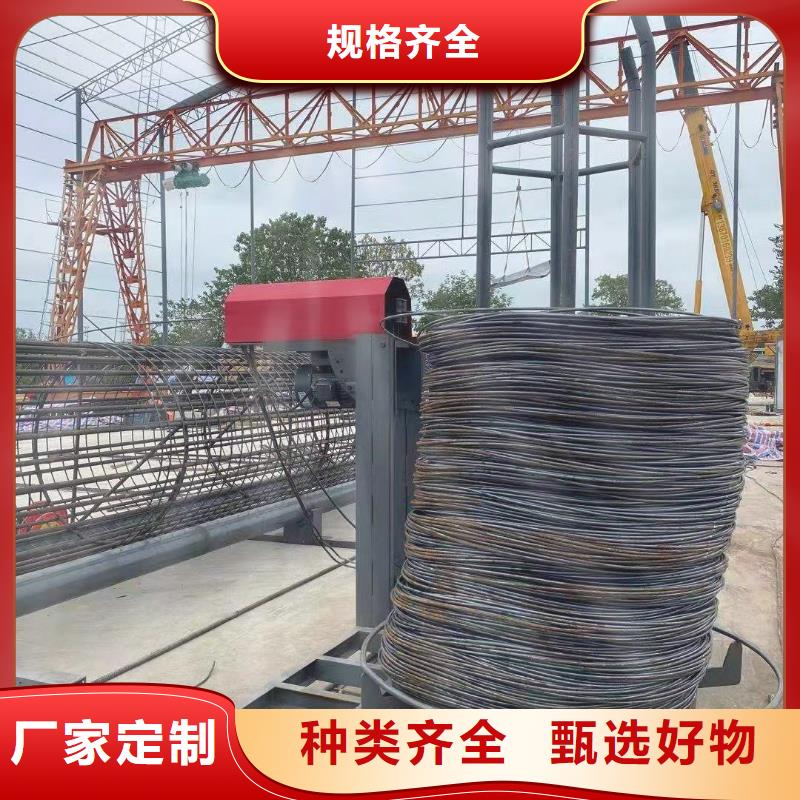
以下是:繞筋機,【數控彎箍機】產品實拍的圖文介紹


全自動數控鋼筋籠繞筋機價格工法特點1 加工速度快:正常情況下3人一班,可分班作業,20米鋼筋籠成型耗時90分鐘左右,工作效率非常高。2 加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。3 箍筋不需搭接,較之手工作業節省材料1%,降低了施工成本4 由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。全自動數控鋼筋籠繞筋機鋼筋放線機構設置在驅動機構一側,主筋固定裝置由將主筋一端固定的主筋固定器和用于架設主筋的主筋導管組成,主筋固定器設置在驅動機構上,主筋導管設置在固定驅動機構上,鋼筋籠繞筋機主筋固定器和主筋導管是密布并且相對應的穿孔;焊接機械手安裝在主筋導管一側;隨著科學的日益進步,工程機械將會發生翻天覆地的變化,那么未來工程機械可能出現哪些趨勢呢?升級換代速度加快隨著現代高新的發展,工程機械產品的發展和更加迅速,更新換代的周期越來越短,產品族群得以拓展,產品系列日臻完善。



建貿機械設備有限公司在 山西數控彎箍機領域有豐富的生產經驗和人才、技術、管理優勢,公司匯聚了 山西數控彎箍機行業內具有高素質的專業技術員工,為用戶提供 山西數控彎箍機設計制造、安裝調試和技術操作培訓。您的滿意是我們心愿,我們秉承這一理念,不斷努力自己的軟硬件實力,為廣大新老客戶提供更可靠 山西數控彎箍機產品和服務。


根據鋼筋直徑選擇適當槽寬的壓輥,共有兩對壓輥可選用。鋼筋籠繞筋機一般的能保證鋼筋穿入壓輥后,在上下壓輥間有3mm以內的間隙便是適當的。上壓輥裝在框架上,在穿料前須將旋轉手輪抬起,當料進入壓輥后立即旋下旋轉手輪,通過旋轉手輪,板式彈簧將料壓在壓輥之間,由壓輥與鋼筋之間的摩擦力牽引料前進。壓輥之間的夾持力決定牽引力的大小,對整個工作質量關系很大。一般要保持料能順利地被牽引前進為準,而調直筒旋轉時,鋼筋在壓輥槽內又沒有明顯的轉動,這樣說明牽引力的調整是恰當的。鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。 鋼筋籠纏繞機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。


搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的小搭接量與點焊相同。搭接滾焊通常用的雙面滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因限制滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并提高疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、繞筋機銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效方法。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。


