您的位置>首頁 >汕尾本地行業頻道 >
陸河油缸管價格低
更新時間: 2025-01-15 19:45:27 瀏覽次數:6
以下是:陸河油缸管價格低的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:陸河油缸管價格低的圖文視頻
導讀 陸河油缸管價格低,安達液壓機械有限公司為您提供陸河油缸管價格低,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,請聯系安達液壓機械有限公司,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到廣東省 汕尾市 海豐縣、陸河縣、陸豐縣。 廣東省,汕尾市 汕尾市,廣東省轄地級市,位于廣東省東南部沿海,蓮花山南麓,珠江三角洲東岸,與臺灣省一水之隔,總面積4865.05平方千米。大陸沿海岸線長455.2千米,占全省岸線長度的11.1%。大陸架內(即200米水深以內)海域面積2.39萬平方千米,相當于陸地面積的4.5倍。汕尾市的都市區部分位于2021年廣東省“十四五”規劃重新劃定的“深圳都市圈”范圍。截至2022年末,汕尾市常住人口268.26萬人。
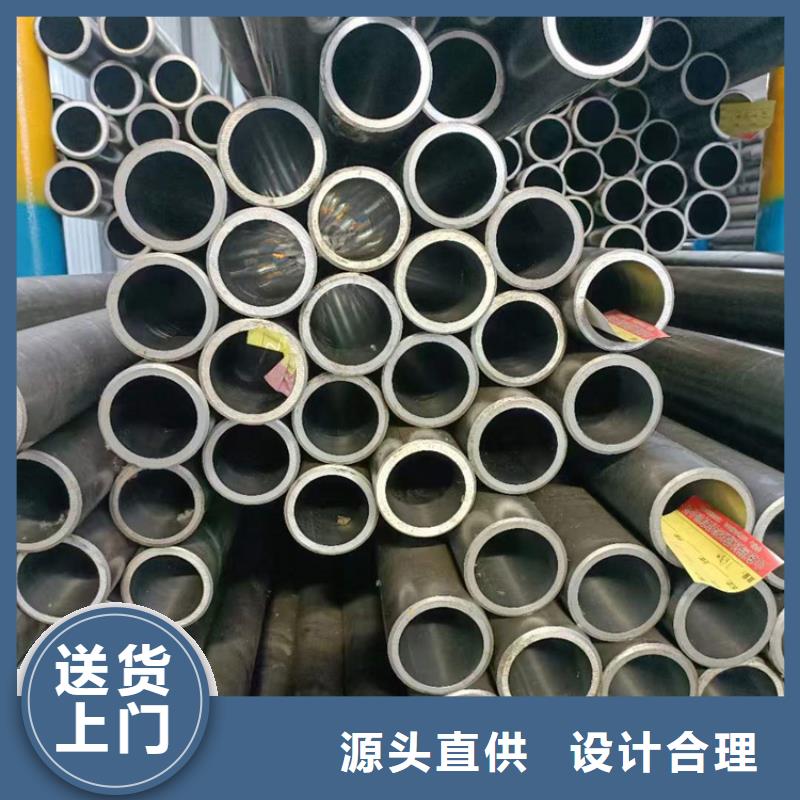
廣東省汕尾陸河油缸管 價格低
<汕尾>九冶管業有限公司

小口徑絎磨管麻點缺陷處理 在加工之前表面會有很多的麻點,這是影響小口徑絎磨管質量的重要因子,要想經過絎磨后獲得質量好的液壓油缸管 ,就需要對這些麻點進行修復。那么,小口徑絎磨管表面缺陷的修復方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2.優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3.熱軋管內孔缺陷清理。

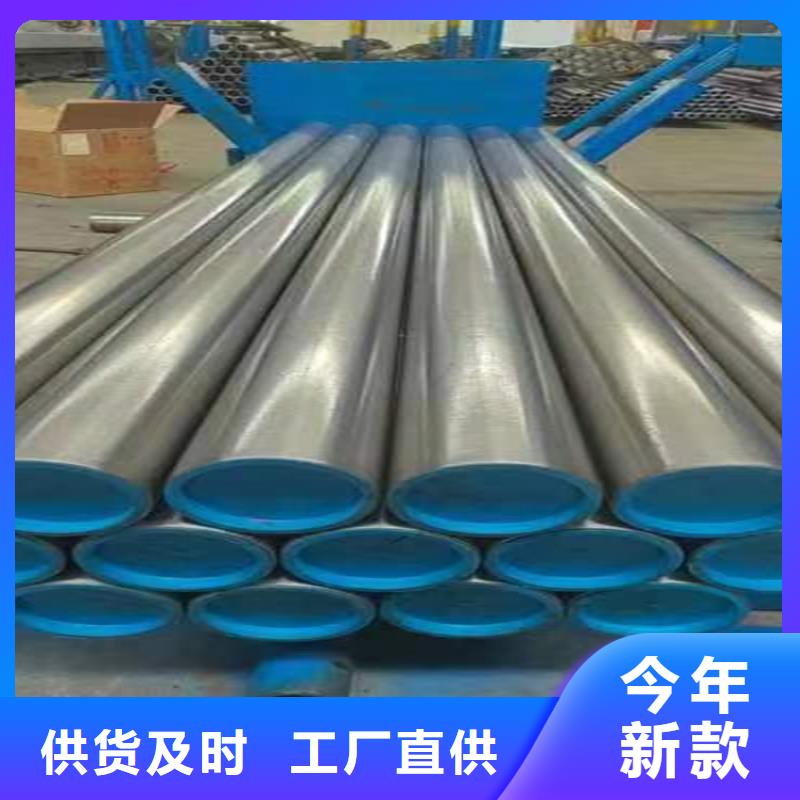
質量是產品的前提,只有質量好了,才是服務客戶的根本,所以,對液壓油缸管 表面的缺陷進行完美的修復,是我們對客戶的 承諾 45#絎磨管在淬火后加高溫回火是調質 調質處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調質后的零件具有優良的綜合機械性能.關于調制處理工藝的加溫時間保溫時間冷卻速度冷卻介質等要看具體的材料具體零件的技術要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。
廣東省汕尾陸河油缸管 價格低
總結 陸河油缸管價格低,安達液壓機械有限公司為您提供陸河油缸管價格低的資訊,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:遼河路燕山路交叉口南500米東首。