


聯系我們

更新時間:2025-01-20 16:02:34 瀏覽次數:2 公司名稱:聊城 鑫澤金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5900/噸 |
| 發貨期限 | 3 |
| 供貨總量 | 77777777 |
| 運費說明 | 運輸需方付費 |
| 最小起訂 | 50公斤 |
| 質量等級 | A級 |
| 是否廠家 | 是 |
| 產品材質 | 材質齊全 |
| 產品品牌 | 鑫澤制品 |
| 產品規格 | 直徑3-100 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | 根據需求 |
| 可售賣地 | 全國 |
| 產品重量 | 根據需求 |
| 產品顏色 | 光亮 |
| 質保時間 | 精密冷拉 |
| 外形尺寸 | 圓型 |
| 適用領域 | 輕工農機械制造 |
| 是否進口 | 否 |
| 質量認證 | 冷拉光亮 |
| 產品功率 | 1000 |
| 工作溫度 | 1500 |


冷拔圓鋼加工工藝特點有:精度高、表面質量好。冷拔工藝過程:軋頭→剝殼→通過潤滑劑盒→進入拔絲模孔。軋頭在軋頭機上進行,目的是將鋼筋端頭軋細,以便穿過拔絲模孔。剝殼是通過3~6個上下排列的輥子,以除去鋼筋表面堅硬的渣殼,潤滑劑常用石灰、動植物油、肥皂、白蠟和水按一定比例制成。剝殼和通過潤滑劑能使鐵渣不致進入拔絲模孔口,以提高拔絲模的使用壽命,并因拔絲模孔存在鐵渣,使鋼絲表面擦傷的現象。剝殼后,鋼筋再通過潤滑劑盒潤滑,進入拔絲模孔進行冷拔。冷拉鋼產品具有以下優點: 形狀規格多樣性 通過設計不同形狀的模具,冷拉出不同截面形狀、不同規格公差的冷拉鋼。角度可設計成直角或圓角。 高度 使用高質量的硬質合金模具以及擁有專業修模人員,確保公差準確、統一。 表面光滑 先進的冷擠壓工藝使得冷拉鋼產品表面光滑明亮。 材料大量節省 冷拉工藝是將原材料冷擠壓變形達致所需的形狀、規格及公差,原材料的耗損極少,相對利用傳統車床機加工切削所耗損的材料,冷拉鋼所節省的材料是非常可觀的,特別當材料用量大,材料成本的節約更為顯著。 加工時間及加工機械節省 由于精度準確,表面狀況良好,冷拉鋼產品可直接使用,如噴涂、打砂、打彎、鉆孔,也可按實際要求精拉之后直接電鍍,免去了大量機加工時間及節省配置加工機械的費用。
汕尾20Cr冷拔光亮圓鋼貨源穩定 <汕尾>鑫澤金屬制品有限公司
汕尾20Cr冷拔光亮圓鋼貨源穩定
<汕尾>鑫澤金屬制品有限公司
汕尾20Cr冷拔光亮圓鋼貨源穩定

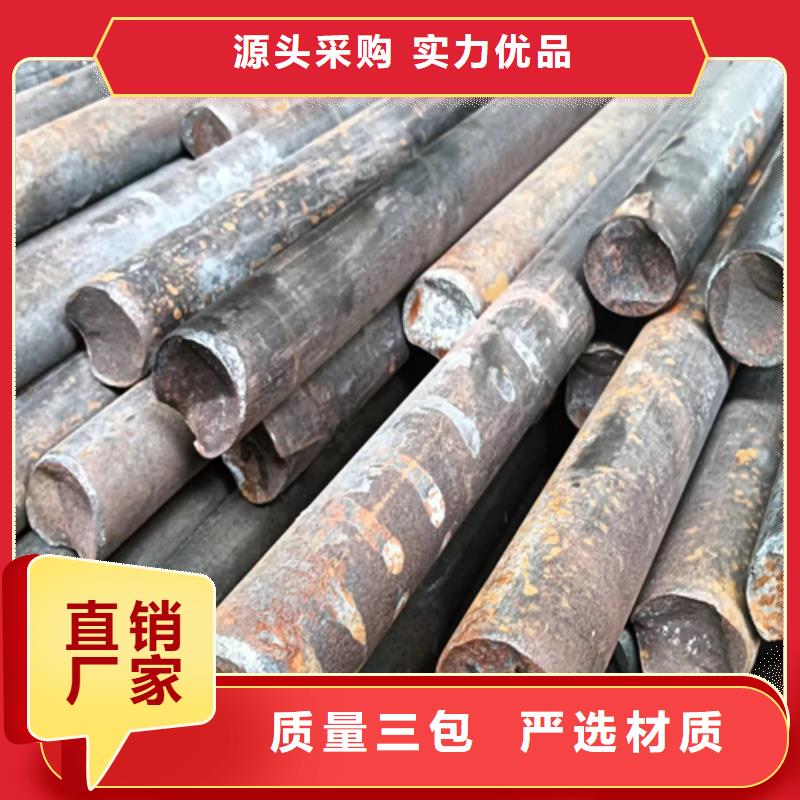
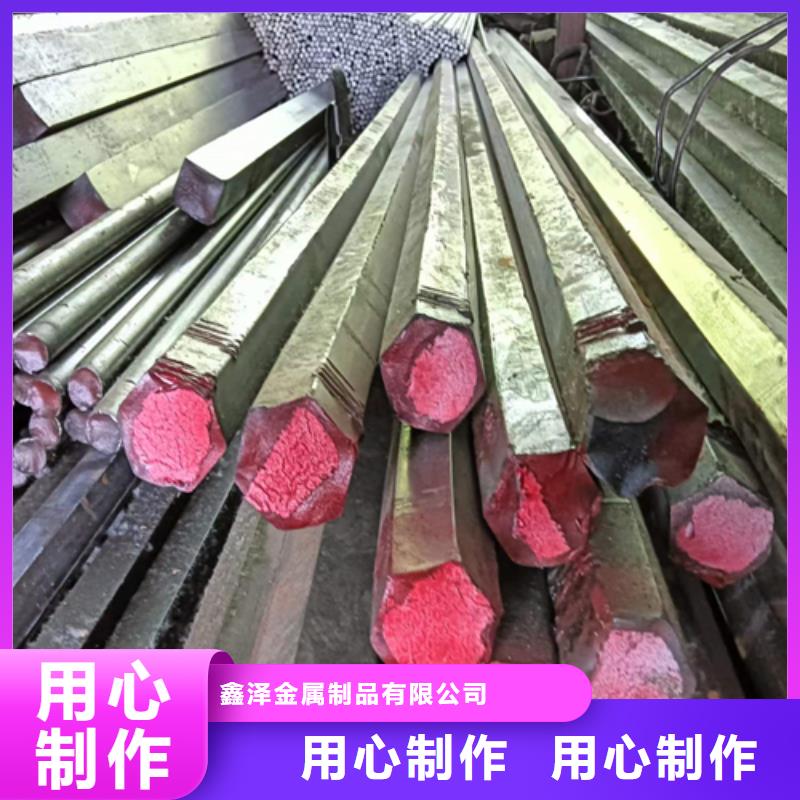
冷拔圓鋼的概述:冷拔圓鋼的交貨長度有定尺或倍尺二種,隨直徑及鋼種的不同,長度選擇范圍有所不同。 外觀質量有關標準對冷拔圓鋼的外觀質量作了規定,一般包括不得存在使用上有 害的 缺陷,直條交貨的冷拔圓鋼的彎曲度必須符合標準規定,冷拔圓鋼不得有顯著的扭轉,兩端切斜度、直徑(或邊長)、橢圓度值(或邊長之差及對角線之差)等數值的規定及其允差值必須符合標準規定等。冷拔六角鋼 冷拉六棱鋼 六方鋼 45#六角棒 六角軸。山東鑫澤金屬冷拔六角鋼、冷拔方鋼、冷拔扁鋼、冷拔圓鋼、冷拔光圓、冷拔橢圓鋼、冷拔半圓鋼、冷拔三角圓鋼、冷拔異型鋼等,特殊形狀和材質另議訂做。
 汕尾20Cr冷拔光亮圓鋼貨源穩定
汕尾20Cr冷拔光亮圓鋼貨源穩定

(一)成品冷拔圓鋼產生橢圓的原因及調整:1、成品圓鋼產生橢圓的原因有:(1)成品孔錯牙。(2)對角線位置磨老。(3)進口導板偏斜。2、成品圓鋼產生橢圓的調整方法:(1)若是成品孔錯牙,需將下輥往對角線直徑短的一側移動,其移動的距離約等于兩對角線差的一半,即可將對角線直徑不相等的缺陷糾正過來。(2)若是軋槽磨老必須換槽。(3)若屬于進口導板傾斜,應將導板調正。(二)成品圓鋼的水平直徑和垂直直徑不合也會形成橢圓。它主要有以下幾種情況:(1)圓鋼的水平直徑大,垂直直徑也大。應使成品前的橢圓軋件高度縮小,即使成品前上輥適當降下(尺寸調小),成品的上輥適當下降(尺寸調小)。如果成品前的橢圓因上輥的下降產生耳子,應使進人橢圓的立橢圓軋件適當縮小尺寸。如果縮小進人橢圓的立橢圓軋件,亦產生過充滿現象時,應同樣往前一孔調整,使其過充滿現象。(2)如果圓鋼的垂直直徑稍大,水平直徑正好,如前所述,應降下成品前孔上輥和降下成品上輥。(3)圓鋼的垂直直徑正好,水平直徑稍大,應使成品前橢圓件高度縮小。(4)圓鋼的水平直徑比規定的小時,應使成品軋輥上輥適當降下;如仍然小時,則使成品前橢圓放大。(5)圓鋼的垂直直徑比規定的小時,而水平直徑正好或較小,應放大成品前橢圓斷面尺寸,成品上輥亦適當上升。如果水平直徑較大時,只將成品上輥適當升起即可。(6)成品孔進口導板偏斜也會造成水平直徑大,同時一側有鼓棱,嚴重時形成耳子。