


更新時間:2025-01-10 14:19:30 瀏覽次數(shù):4 公司名稱:天津 鑫豪管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4100元 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 最小起訂 | 1根 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 否 |
| 產(chǎn)品材質(zhì) | Q235B Q355B |
| 產(chǎn)品品牌 | 鑫豪 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 天津 |
| 產(chǎn)品產(chǎn)地 | 天津 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 碳鋼 |
| 質(zhì)保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 自來水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè) |
| 是否進口 | 否 |
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
| 產(chǎn)品功率 | 450 |
| 工作溫度 | 480 |
| 螺旋管長度 | 3米 4米 5米 6米 9米 12米 |
| 螺旋管生產(chǎn)工藝 | 埋弧焊 |
| 螺旋管特性 | 抗拉強度高,冷彎性能好 |






汕尾螺旋管對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機,檢測裝置嚴(yán)格控制。試驗參數(shù)自動打印記錄。管端機械加工,使端面垂直度,坡口角和鈍邊得到準(zhǔn)確控制。
汕尾螺旋管分析焊接區(qū)的常見缺陷:
汕尾螺旋管埋弧焊焊接區(qū)易產(chǎn)生的缺陷有氣孔、熱裂紋、和咬邊等。
1、汕尾螺旋管氣泡:氣泡多發(fā)生在焊道中央,其主要原因是氫氣依舊以氣泡的形式,隱藏在焊縫金屬內(nèi)部,所以,這種缺陷的措施是:首先,一定要焊絲和焊縫的銹、油、水分及濕氣等物質(zhì),其次,是一定要很好地烘干焊劑除去濕氣。此外,加大電流、降低焊接速度、減慢熔化金屬的凝固速度也是很有效的。

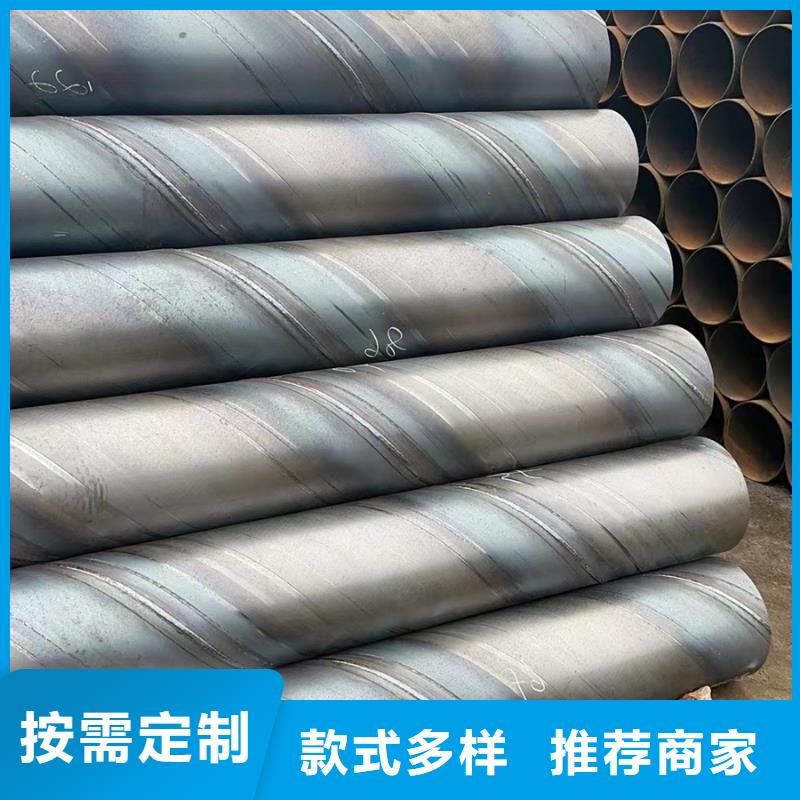
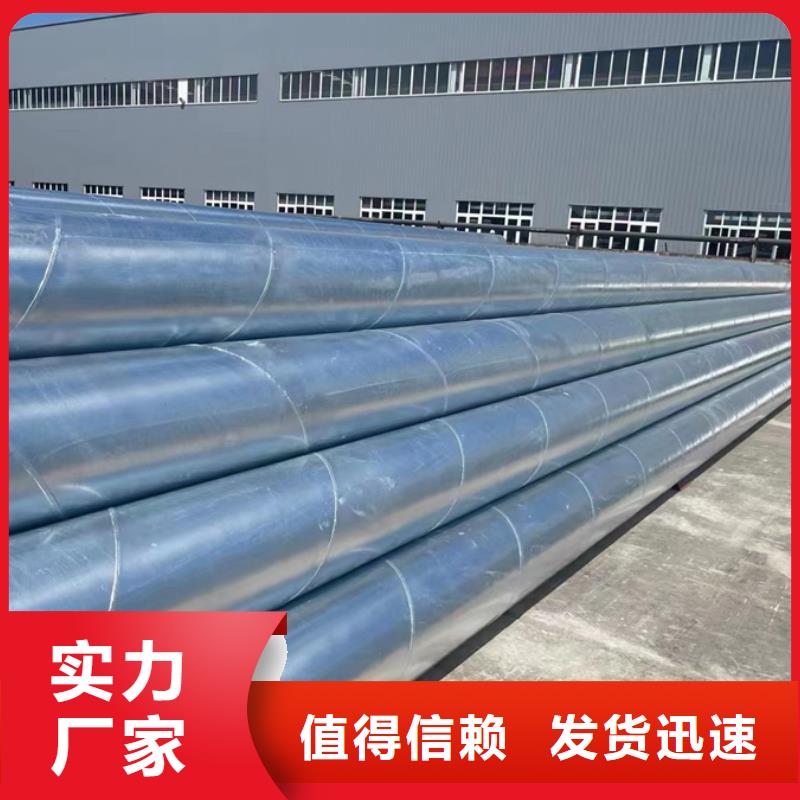
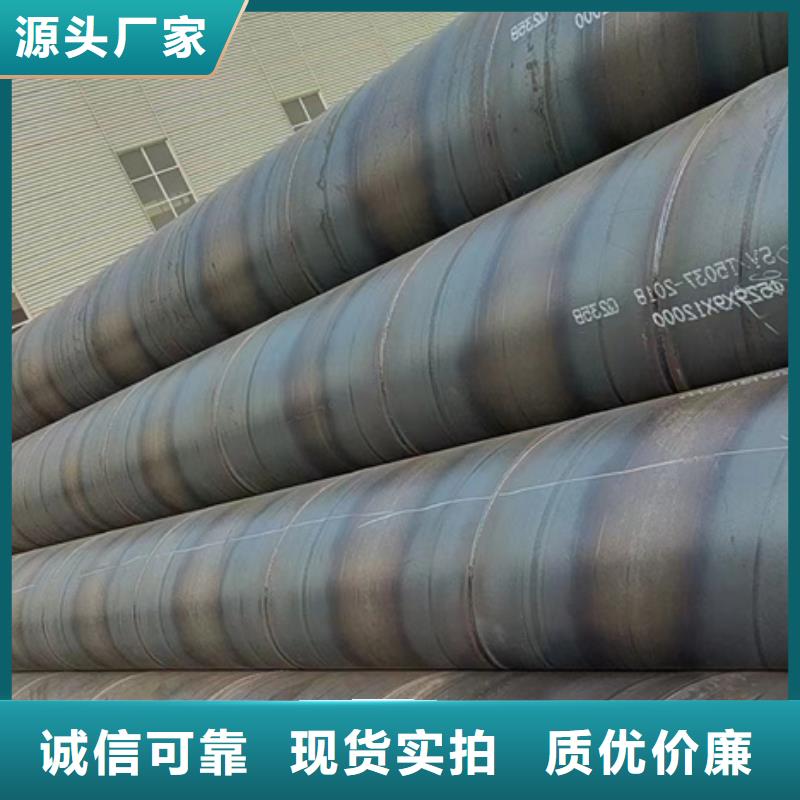
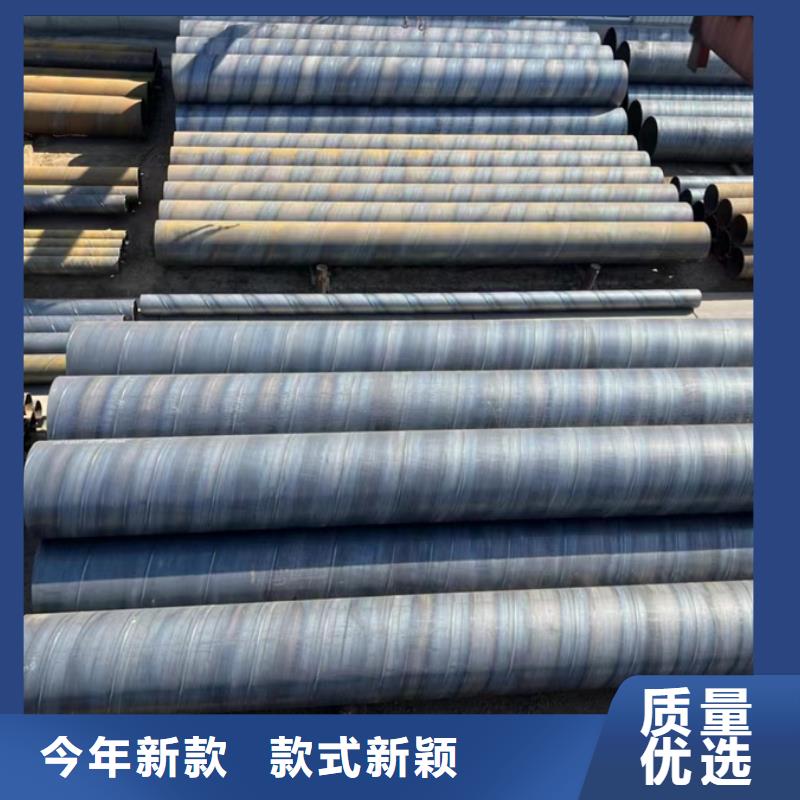
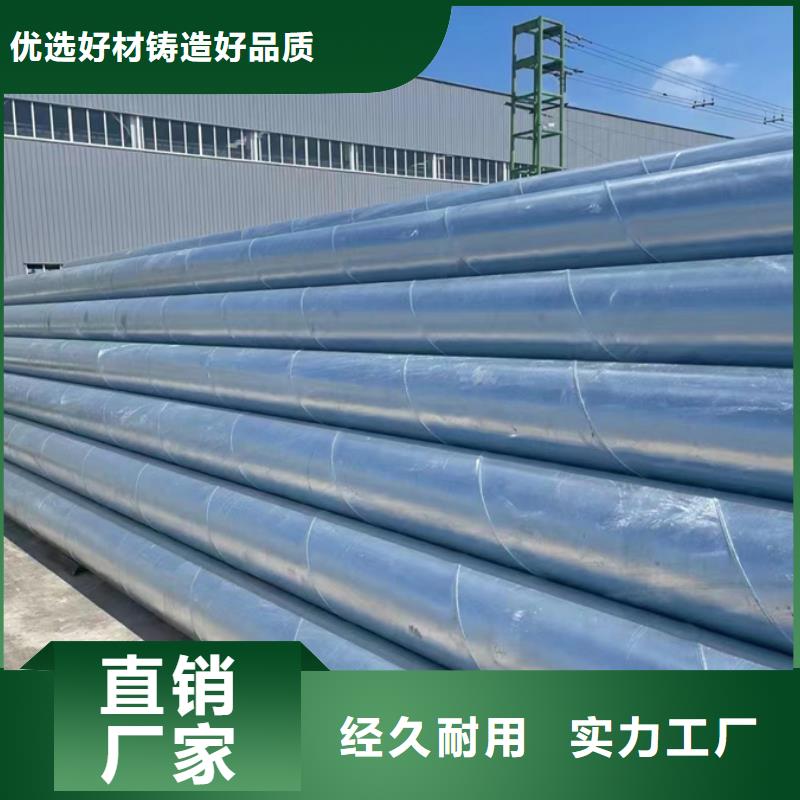
汕尾螺旋管是一種特殊的鋼管,目前市面上經(jīng)常能見到它們的身影,他們的應(yīng)用范圍非常廣泛,經(jīng)常用于管道建設(shè)或其他方面的建設(shè)。將低合金結(jié)構(gòu)鋼或低碳素結(jié)構(gòu)鋼鋼帶按一定的螺旋線的角度卷成管坯,這里的角度又叫成型角度,然后沿著管縫將管縫焊接起來并制作而成的一種鋼管就叫做螺旋管。
汕尾螺旋管常見規(guī)格
Q235A,Q235B.Q23b0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245L290 X42 X46 X70 X80,其中Q235螺旋管是 代表性的一類螺旋縫埋弧焊鋼管,下面我們以其為例子來進一步了解螺旋管的相關(guān)知識。
汕尾螺旋管標(biāo)準(zhǔn)
汕尾螺旋管一般采用以下兩個標(biāo)準(zhǔn):
1、常用的:SY/T5037-2000普通流體輸送管道用螺旋縫埋弧焊鋼管。
2、輸送天然氣的:GB/T9711.1-1997。

汕尾螺旋管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。
也可用作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管等
螺旋管廠家主要應(yīng)用于自來水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè),是我國開發(fā)的二十個重點產(chǎn)品之一。
(1)作液體輸送用:給水、排水。
(2)作氣體輸送用:煤氣、蒸氣、液化石油氣。
(3)作結(jié)構(gòu)用:作打樁管、作橋梁。
(4)碼頭、道路、建筑結(jié)構(gòu)用管等。
汕尾螺旋管廠介紹埋弧焊螺旋管在生產(chǎn)過程中常見的問題:
汕尾螺旋管焊渣的卷入:
入焊渣就是在焊縫金屬中殘存一部分焊渣.
2.汕尾螺旋管焊透度不佳
內(nèi)外焊縫金屬重疊度不夠有時未焊透.這種情況叫做焊透度不足
3.汕尾螺旋管氣泡
氣泡多發(fā)生在焊道中央其主要原因是氫氣依舊以氣泡的形式隱藏在焊縫金屬內(nèi)部這種缺陷的措施是首先必須焊絲和焊縫的銹.油.水分及濕氣等物質(zhì)其次是必須很好地烘干焊劑除去濕氣.
4.汕尾螺旋管咬邊
咬邊是沿著焊縫中心線在焊縫邊部出現(xiàn)V形溝槽.咬邊是在焊速.電流.電壓等條件不適當(dāng)?shù)那闆r下產(chǎn)生的.其中焊接速度太高要比電流不適合更容易引起咬邊缺陷.