



云海旭金屬材料有限公司
#汕頭32新標準(47.5*70)套筒#歡迎訪問
套筒#歡迎訪問")
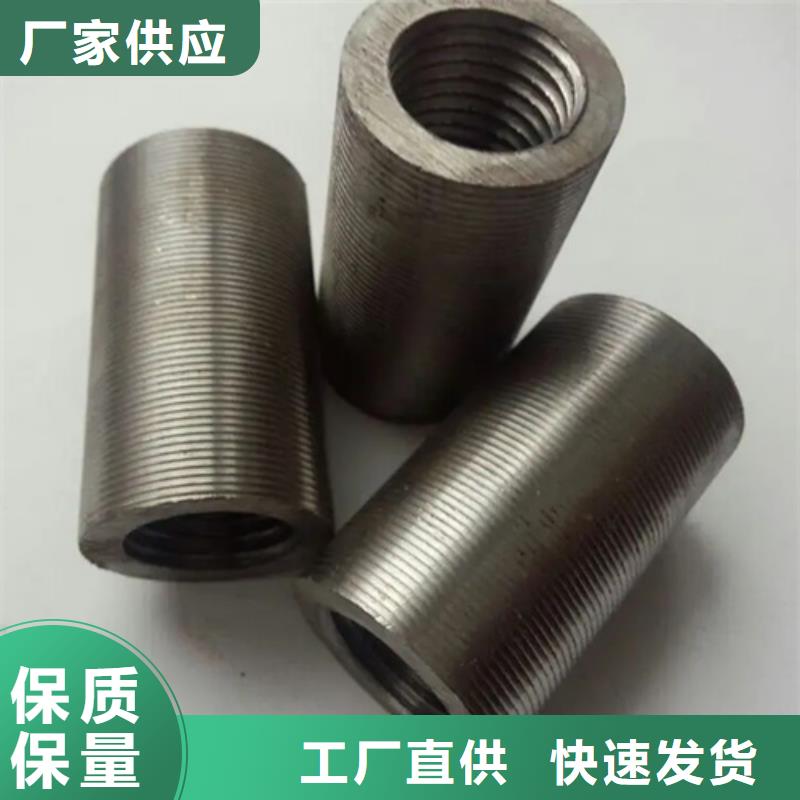
鋼筋套筒直螺紋套筒的連接方法直螺紋套筒的連接方法就是將待連接鋼筋端部的縱肋和橫肋用滾絲機采用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋,用特制的直螺紋套筒連接起來,形成鋼筋的連接。鋼筋剝肋滾壓直螺紋連接技術屬國內外首創技術發明,達到國際先進水平;剝肋滾壓直螺紋連接技術、便捷、快速的施工方法和節能降耗、提益、連接質量穩定可靠等優點得到了廣大施工單位和業主的青睞,是直螺紋連接技術的一種新型產品。
套筒#歡迎訪問")
鋼筋套筒在制作時要注意以下九點:1.連接鋼筋時,鋼筋規格和連接套的規格應一致,并確保鋼筋和連接套的絲扣干凈完好無損。2.鋼筋應先調直再下料。滾絲機切口端面應與鋼筋軸線垂直,不得有馬蹄形或撓曲。不得用氣割下料。3.加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與連接套的錐度、牙形、螺距相一致,且經配套的量規檢測合格。4.加工鋼筋錐螺紋時,應采用水溶液切削潤滑液。5.已檢驗合格的絲頭應加以保護。6.連接鋼筋時,應對正軸線將鋼筋擰入連接套,然后用力矩扳手擰緊。7.采用預埋接頭時,連接套的位置、規格和數量應符合設計要求。帶連接套的鋼筋應固定牢固,連接套的外露端應有密封蓋。8.必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。9.操作工人必須持證上崗。
套筒#歡迎訪問")
套筒#歡迎訪問")