


無論您是初次接觸還是已經熟悉,我們的預熱管型號全產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:預熱管型號全的圖文介紹


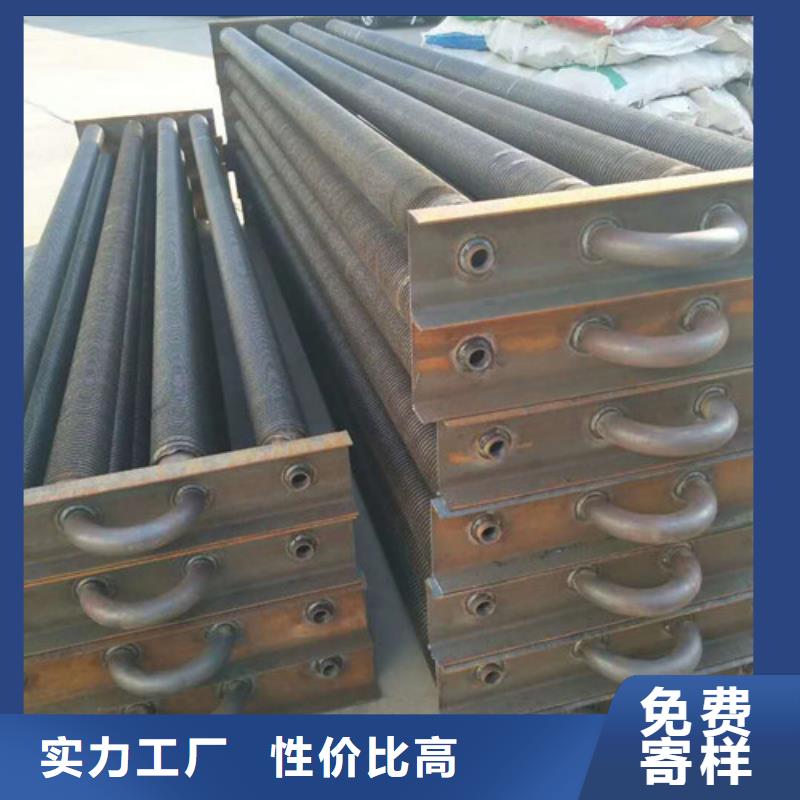
廣東汕頭高頻焊螺旋翅片高頻高頻焊螺旋翅片管是應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、廣東汕頭本地冶金、廣東汕頭本地水泥行業的余熱回收以及石油化工等行業。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時 ,利用高 頻 電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、廣東汕頭本地釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。三輥斜軋整體型螺旋翅片管三輥斜軋整體型螺旋翅片管其生產原理為:在光管內襯一芯棒,經軋輥刀片的旋轉 帶動,無縫鋼管通過軋槽與芯頭組成的孔腔在其外表面上加工出翅片。這種方法生產出的翅片管因基管與外翅片是一個有機的整體,因而不存在接觸熱阻損失的問題,具有較高的傳熱效率。三輥斜軋法與焊接法相比,該生產線具有生產效率高,原材料耗用低,且生產的翅片管換熱率高等優點。三輥斜軋整體型螺旋翅片管技術已成功應用于翅片為銅、廣東汕頭本地鋁的單翅片管或復合翅片管,或鋼質的低翅片管;鋼質整體型翅片管市場上多見為低翅片管,整體型高翅片管其材質多為鋁、廣東汕頭本地銅等,一般是冷軋成型。



廣東汕頭翅片管的種類很多,而且還在不斷涌現新的品種。大體上可按下述幾個方面進行分類:1、廣東汕頭按加工工藝分類1)、廣東汕頭軋制成型翅片管(extruded fin tube);2)、廣東汕頭焊接成型翅片管(高頻焊翅片管、廣東汕頭埋弧焊翅片管);3)、廣東汕頭滾壓成型翅片管;4)、廣東汕頭套裝成型翅片管;5)、廣東汕頭鑄造翅片管;6)、廣東汕頭張力纏繞翅片管;7)、廣東汕頭鑲片管。按翅片形狀分類1)、廣東汕頭方翅管(Square finned tube);2)、廣東汕頭圓形翅片管;3)、廣東汕頭螺旋翅片管(spiral finned tube);4)、廣東汕頭縱向翅片管(Longitudinal Finned Tube)5)、廣東汕頭波紋形翅片管;6)、廣東汕頭螺旋鋸齒狀翅片管(Helical Serrated Finned Tubes);7)、廣東汕頭針狀翅片管;8)、廣東汕頭整體板狀翅片管(板翅);9)、廣東汕頭內翅片管(inner finned tube)。等等。3、廣東汕頭根據翅片管的翅片材質是否與基管材質相同 可分為:1)、廣東汕頭單金屬翅片管2)、廣東汕頭雙金屬復合翅片管單金屬翅片管按材質分類1)、廣東汕頭銅翅片管;2)、廣東汕頭鋁 翅片管;3)、廣東汕頭碳鋼翅片管;4)、廣東汕頭不銹鋼 翅片管;5)、廣東汕頭鑄鐵(鑄鋼)翅片管;等。按用途分類1)、廣東汕頭空調用翅片管;2)、廣東汕頭空冷用翅片管;3)、廣東汕頭鍋爐:水冷壁,省煤器,空預器分別使用的翅片管;4)、廣東汕頭工業余熱回收用翅片管;


建順金屬制品有限公司是一家專注于 廣東汕頭冷卻器的大型企業。生產工藝嚴格按照ISO9001質量管理體系,產品質量得到可靠的保障。本公司一貫以“高質量的產品、合理的價格、良好的信譽服務”為基本原則。真誠的期待成為您忠實的朋友和合作伙伴,共創互惠雙贏的未來!



廣東汕頭翅片管散熱器是一種廣泛應用于各種供暖系統中的散熱設備,它通過鋼管或銅管內部的熱水或蒸汽流動來傳遞熱量,從而對周圍的空氣或物體進行加熱,達到供暖的目的。翅片管散熱器的長度是影響散熱效果的重要因素之一,計算翅片管散熱器的長度需要考慮多個因素。我們需要確定翅片管散熱器的傳熱面積。傳熱面積是翅片管散熱器能夠傳遞熱量的面積,通常由散熱器的鋼管或銅管排列方式和排列密度根決據定傳。熱面積,我們可以計算出散熱器的熱負荷,即散熱器需要傳遞的熱量。我們需要考慮翅片管散熱器的介質流量和流速。介質是指翅片管散熱器中流動的物質,通常流為量水和或流蒸速汽會。影響到散熱器的傳熱效果,因為它們可以影響熱量根的據傳介遞質速的率流。量和流速,我們可以計算出散熱器的傳熱系數,即散熱器每單位時間內傳遞的熱量。


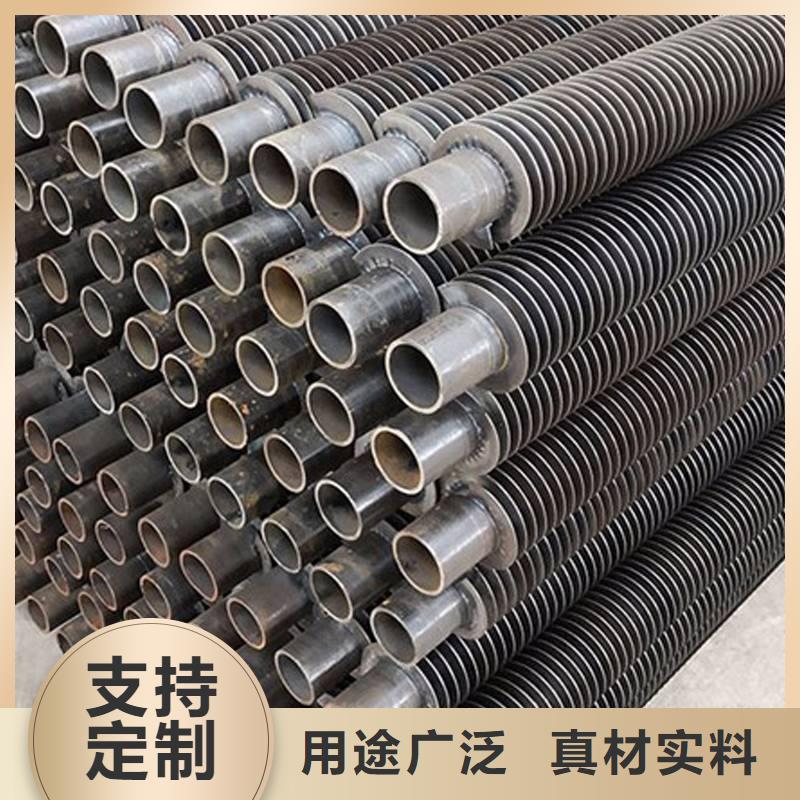
廣東汕頭高頻焊螺旋翅片管是應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、廣東汕頭同城冶金、廣東汕頭同城水泥行業的余熱回收以及石油化工等行業。翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內表面積),從而達到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、廣東汕頭同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。因此它是一種固相電阻焊方法。高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應的內容為:集膚效應——當導體通以交流電流時,導體斷面上出現的電流分布不均勻,電流密度由導體中心向表面逐漸增加,大部分電流僅沿導體表層流動的一種物理現象。導體的電阻率越低、廣東汕頭同城磁導率越大、廣東汕頭同城電流的頻率越高,其集膚效應越顯著。鄰近效應——當高頻電流在兩導體中彼此反向流動或在一個往復導體中流動時,電流會集中于導體鄰近側流動的一種特殊的物理現象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時也使用低至10kHz的頻率



