




鋼板卷管卷管按照不同的性質和功能分類可以分為不同的種類和型號,在不同的行業和領域中具有不同的使用性能和價值。大口徑卷管的生產需要按照相應的工藝生產,在生產時添加一些輔助原料,提高卷管的使用性和耐用性,增加卷管的使用壽命和使用價值。
焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼。中文名焊接鋼管坯料鋼板或帶鋼焊接方法電弧焊管、高頻或低頻電阻焊管焊縫形狀直縫焊管和螺旋焊管直縫焊管生產工藝簡單,生產效率高腐蝕性
螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材
b.螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。
按用途分類
直縫鋼板卷管加工廠家按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
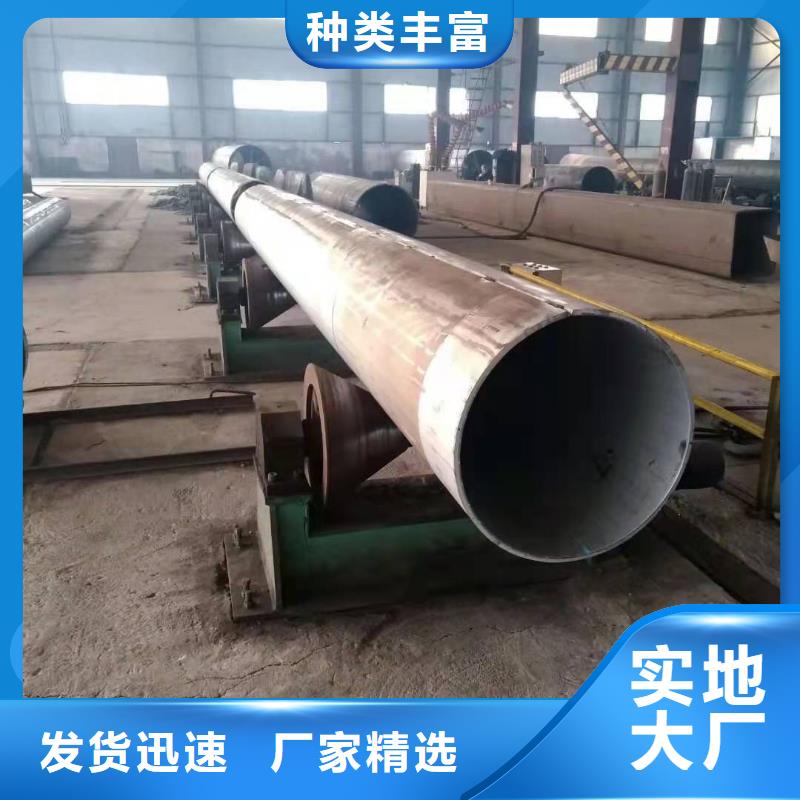
鋼板卷筒筒體的制作方法
技術領域:
本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊
鋼板卷管錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
單個氣孔回波高度低,波形為單縫,較穩定。從各個方向探測,反射波大體相同,但稍一動探頭就消失,密集氣孔會出現一簇反射波,波高隨氣孔大小而不同,當探頭作定點轉動時,會出現此起彼落的現象。?
?
產生這類缺陷的原因主要是焊材未按規定溫度烘干,焊條藥皮變質脫落、焊芯銹蝕,焊絲清理不干凈,手工焊時電流過大,電弧過長;埋弧焊時電壓過高或網絡電壓波動太大;氣體保護焊時保護氣體純度低等。如果焊縫中存在著氣孔,既破壞了焊縫金屬的致密性,又使得焊縫有效截面積減少,降低了機械性能,特別是存鏈狀氣孔時,對彎曲和沖擊韌性會有比較明顯降低