



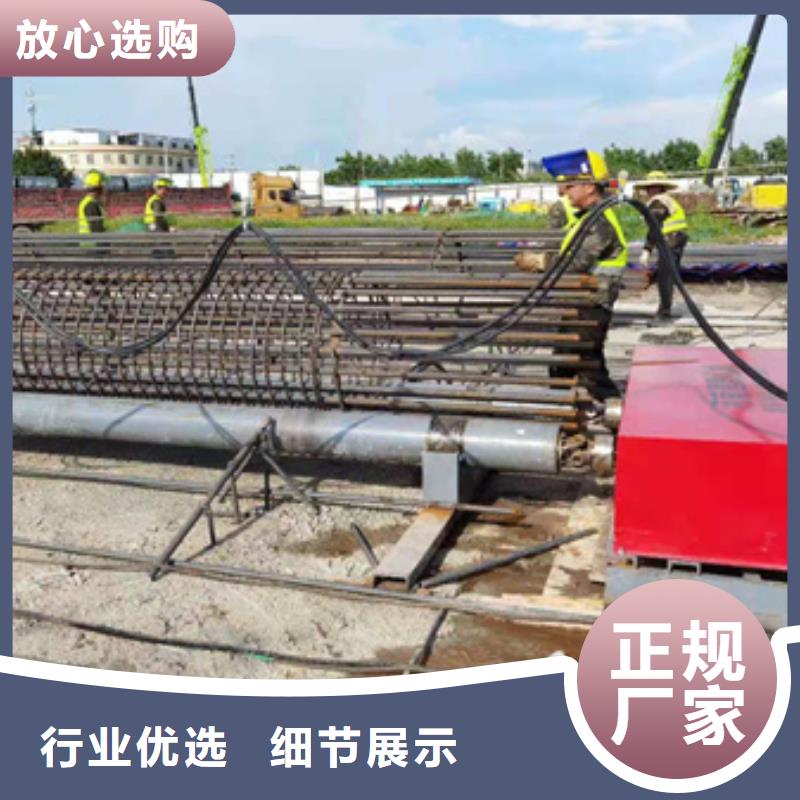

數控鋼筋籠自動繞筋機的油泵壓力不足的分析1、帶動油泵的電動機的轉向反了。整改措施就是調換一下電動機三相電源線中的任意兩個相位。2、油箱內的油液位過低。方法就是添加液壓油到油泵能抽到的位置以上。3、閥壞了或者系統的壓力偏低。措施是更換新的的閥,湖綜合調整調壓閥的大小。4、由于磨損原因,造成油泵和電機之間的聯軸器不起效了。修改方法是更換失效的聯軸器。5、數控鋼筋籠自動繞筋機的電磁換向閥卡死了。修復換向閥,或者更換新的換向閥。6、油缸的密封圈出現了問題,這種情況一般就是直接更換新的密封圈。全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。 需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。 焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。
 <汕頭>建貿機械設備有限公司
<汕頭>建貿機械設備有限公司
 汕頭數控雙筋鋼筋籠繞筋機銷往全國
汕頭數控雙筋鋼筋籠繞筋機銷往全國
 jmc
32955
jmc
32955
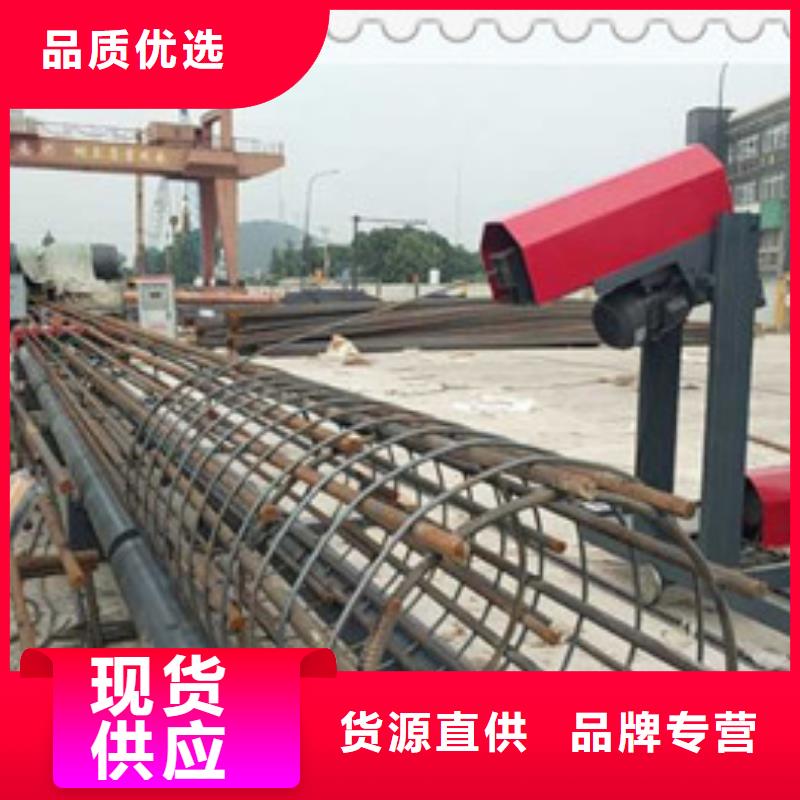
繞筋機工作原理根據施工要求,首先調整鋼筋籠繞筋機兩滾筒間距離,將鋼筋籠的主筋架預制好吊裝到鋼筋籠繞筋機兩滾筒之間,通過穿過矯直器將盤筋穿入鋼筋籠,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉及移動旋轉盤轉動把繞筋纏繞在主筋上,同時進行焊接,從而形成產品鋼筋籠---這就是 鉆孔灌注樁鋼筋籠繞筋機即“簡易鋼筋籠成型機”的工作原理. 產品優勢;1;該設備由PLC工控控制,內置程序,操作簡單。2;繞筋間距無極可調,調直速度、行走速度、旋轉速度 均由頻器控制,速度可根據鋼筋籠的規格、工人的熟練程度任意調節。3;鋼筋籠繞筋機具有參數自動存儲功能,可存儲數百種規格的鋼筋籠參數。4;設備具有遠距離遙控功能,專門定制工業遙控器,配備信號增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大增加了設備的使用壽命。6;調直機構角度可調節,適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。本設備,適用于高速公路、高速鐵路、地鐵、水電站、房建防護等各種規格的鋼筋籠的加工。
建貿機械鋼筋帶鋸床性能特點:1. 現場調試雙立柱鋼筋帶鋸床結構鋸架導向采用一圓一方導軌導向精度鋸削穩 定 可靠.2.鋸床傳到機構精密平衡校正減 少 振動確保鋸帶不易斷齒、拉齒.3.機部件有1.5米設備底坐;床身、立柱;鋸梁和傳動機構;導向裝置;工件夾 緊 ;張緊裝置;送料架;液壓傳動系 統 ;鋼筋帶鋸床電氣控制系 統 ;潤 滑 及冷卻系 統 。從以前的角度看來,鋸切設備就是非常簡單的切斷的工作,但是隨著時代不斷的應用,臥式帶鋸床向著更化、數控化發展,是起點也是契機。加工精度進一步提高。采用先進的變頻電動機驅動、精密的滾珠絲杠傳動和激光定位方式,配以伺服控制的液壓系統,由計算機自動在線監控鋸切全過程,鋸條速度、進給速度、卡緊力均可做到任意設置、優化組合,由此提高鋸床的加工精度。此外,金屬鋸切的關鍵技術點--高精度的切割力控制一直是鋸床技術研究的重點,德國貝靈格鋸床就很好地解決了這一問題。該鋸床可實現恒定鋸切力控制,保證了鋸切不規則截面型材的切削率(切割面積/分鐘)恒定。該鋸床的加工精度也較高,如切割厚材時,每100mm切割高度的誤差僅為0.1mm。繞筋機