
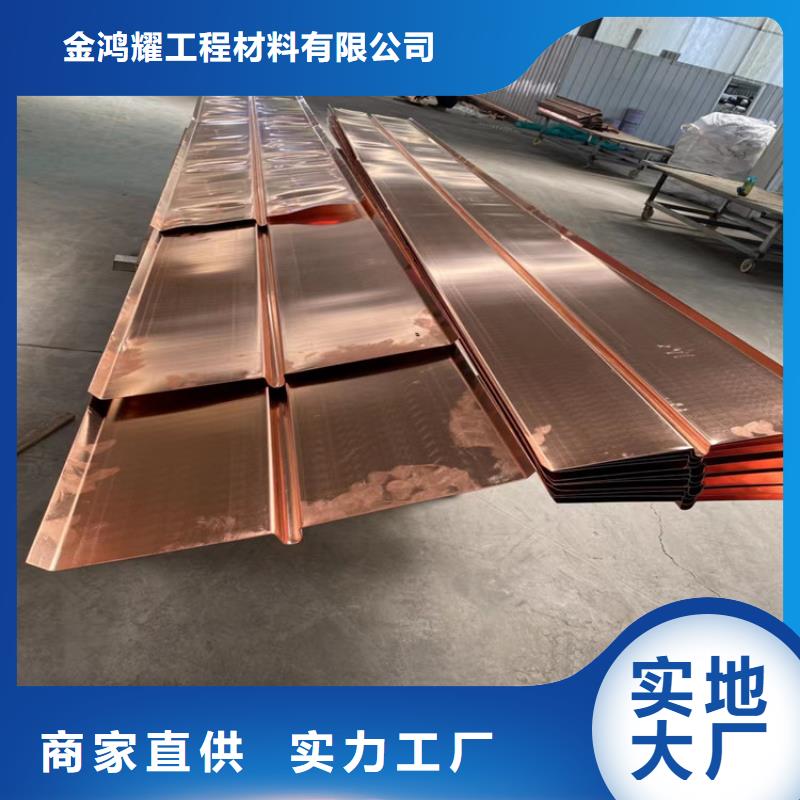

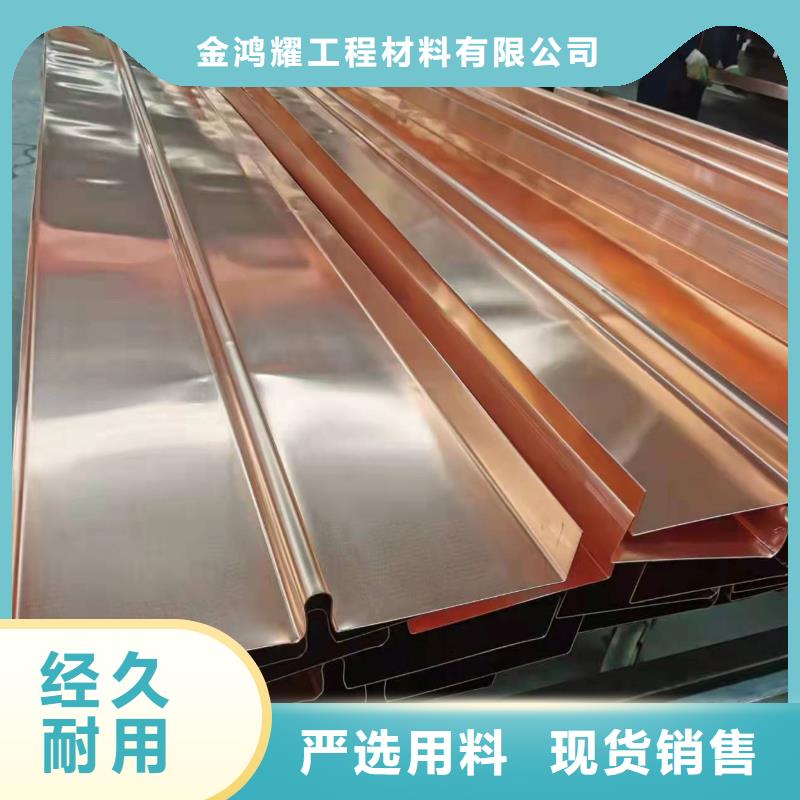

產品細節圖

止水銅片接頭成型方法及上饒止水銅片的質量控制止水銅片接頭形狀分為:上饒止水銅片T型、W型、V型、十字型、Y型、弧型止水銅片、L型、H型、F型異型等。制作方法一 焊接成型:先壓制一定長度的定型止水,再根據異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設計要求,但制作工藝復雜,費時費料,外觀質眾差。制作方法二整體沖壓成型:沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統的止水銅片成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結構緊湊、可靠、生產效率高、產品質量好等優點。在施工過程中止水銅片的質量控制程序對每批銅止水帶材料進行試驗→外觀檢查驗收→加工驗收→止水帶連接質量檢驗→安裝→混凝土澆筑過程中看護維護→混凝土澆筑完后外路部分的保護質量。混凝土單元倉號中的止水銅片接頭連接質量要求質檢人員每倉必須進行密封性檢查驗收,監理工程師可適時進行抽查密封性檢驗。止水銅片的加固定位裝置,必須由監理工程師檢查認可后,方可進入下一道施工工序。混凝土澆筑過程中,為避免大骨料在止水帶部位集聚,混凝土卸料點須離止水帶1.0m以上。如有骨料集聚,人工及時進行分散,并仔細加強振搗,確保止水帶結合處混凝土密實。為防止混凝土骨料集中滾落至止水帶部位和防止因混凝土側壓力導致止水擠壓移位,須合理安排布料和振搗程序,應在靠有止水帶的一側先布料和平倉振搗混凝土。同時,在靠止水帶部位的混凝土平整高度應稍高,以避讓在止水帶處混凝土的泌水集中,并對止水帶處的泌水須及時進行排除。根據大壩接縫設置止水銅片的主要意義是止水在水壓力、接縫位移、外界環境的作用下,確保接縫不滲(漏)水。為此,止水銅片的型式和材料質量是止水發揮作用的重要保證。 止水銅片表面應光滑平整并有光澤,應加強對其外觀凹痕、明疤等缺陷的檢查,其表面的銹污、油漬等雜物均應干凈。如有砂眼、釘孔應進行補焊;如有撕裂,應采用與翼緣等寬的母體材料進行雙面搭接焊,搭接片長度不小于100mm,且四周接觸面均須滿焊。


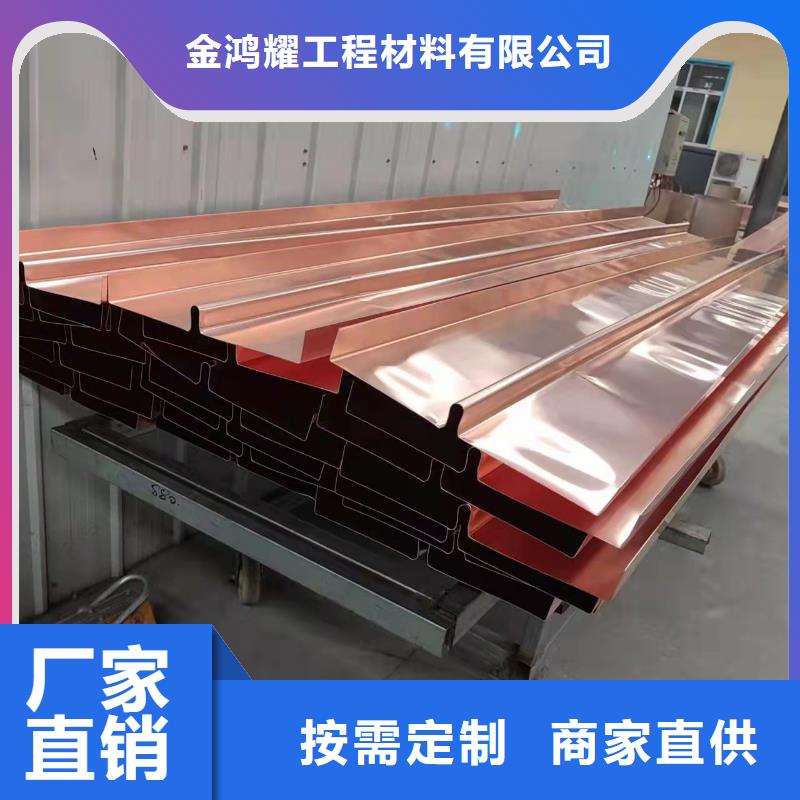
公司實力

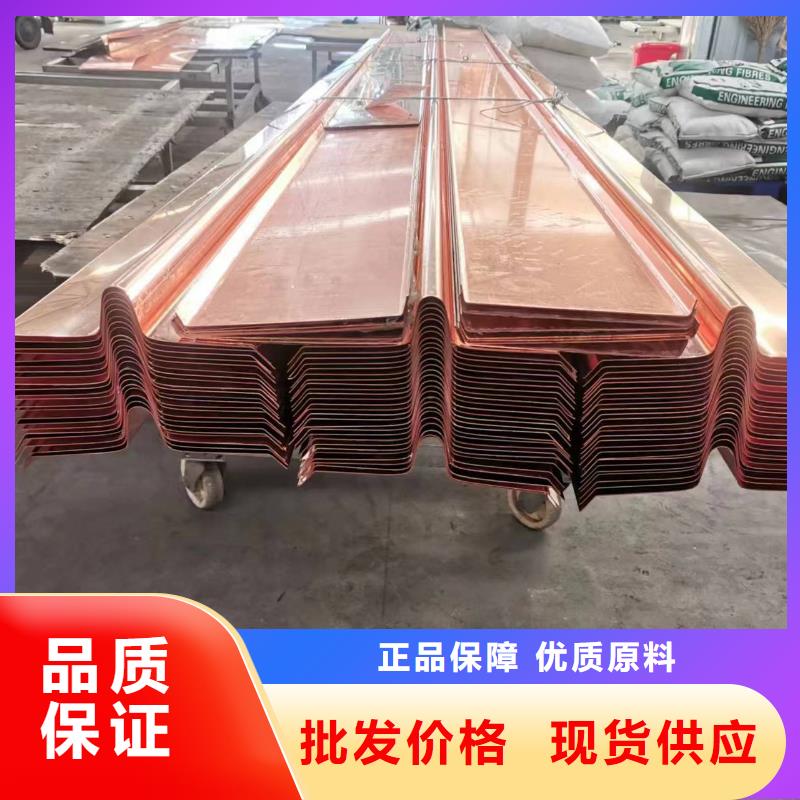
1)當防水大壩的壩高在50米至100米時,上饒止水銅片周邊縫除在縫底部設置銅止水外,應設第二道止水。第二道止水宜在縫頂部采用塑性填料,也可采用無粘性填料。 2)壩高100米以上的壩,周邊縫應在縫底部設止水銅片,在縫頂部設置塑性填料或無黏性填料止水,另外還可在中部設置橡膠、PVC止水或止水銅帶,或不設中間止水而在頂部同時設塑性填料和無黏性填料兩道止水。 3)100米以上的止水大壩,死水位或潛水員難以到達水位以下的面板,周邊縫宜設無黏性填料的自愈防滲措施。 將止水銅板的翼板彎折形成止水銅板立腿。而止水銅板立腿的作用是在接縫變形過程中,減小銅板止水與混凝土之間的相對錯動,確保翼板的抗繞滲能力,同時立腿本身也具有較強的抗繞滲能力。翼板的長度主要取決于止水銅板抗繞滲能力的要求以及確保施工質量的要求。銅止水板鼻子的作用是吸收接縫變形,以 限度地減少有接縫變形在銅止水中產生的附加應力。由于面板壩周邊縫的位移,特別是接縫剪切位移較大,為了減少由立腿的強約束作用產生的較大附加應力,通常在趾板一側除去立腿,采用F型止水銅片。但這時應采取措施,以彌補有次產生的止水銅板抗繞滲能力的下降。在銅止水上符合密封止水材料可以提高抗繞滲能力。 當無接縫位移時,在混凝土中埋入深度為20cm的銅片,在1.5MPa的水壓力作用下將發生繞滲。在該銅片上復合寬度為10cm,、厚度為3mm的GB塑性止水材料,當銅片與混凝土之間發生1.0cm的相對錯動時,在2.5MPa的水壓力作用下仍然沒有發生繞滲。
