上門(mén)服務(wù)")
上門(mén)服務(wù)")
上門(mén)服務(wù)")

上門(mén)服務(wù)")
2、壓平滾焊時(shí)的搭接量比一般滾焊時(shí)要小得多,約為板厚的1~1.5倍,焊接的同時(shí)壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應(yīng)全部覆蓋接頭的搭接部分,焊接時(shí)要使用較大的焊接壓力和連續(xù)的電流。
3、為了節(jié)省金屬,減輕重量,減小焊接結(jié)構(gòu)的變形,并疲勞強(qiáng)度,半自動(dòng)鋼筋籠滾焊機(jī)可采用以箔帶做墊片的對(duì)接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類(lèi)金屬。
4、銅線(xiàn)電極滾焊是解決鍍層鋼板滾焊時(shí)鍍層粘著滾輪的有效。焊接時(shí),將圓銅線(xiàn)不斷地送到滾輪與板件之間,銅線(xiàn)呈原狀連續(xù)輸送,經(jīng)過(guò)滾輪后又連續(xù)繞出且不會(huì)污染滾輪。
5、半自動(dòng)鋼筋籠滾焊機(jī)焊接波紋管和膜盒時(shí),因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導(dǎo)電性及散熱能力。鋼筋籠繞筋機(jī)
上門(mén)服務(wù)")
上門(mén)服務(wù)")
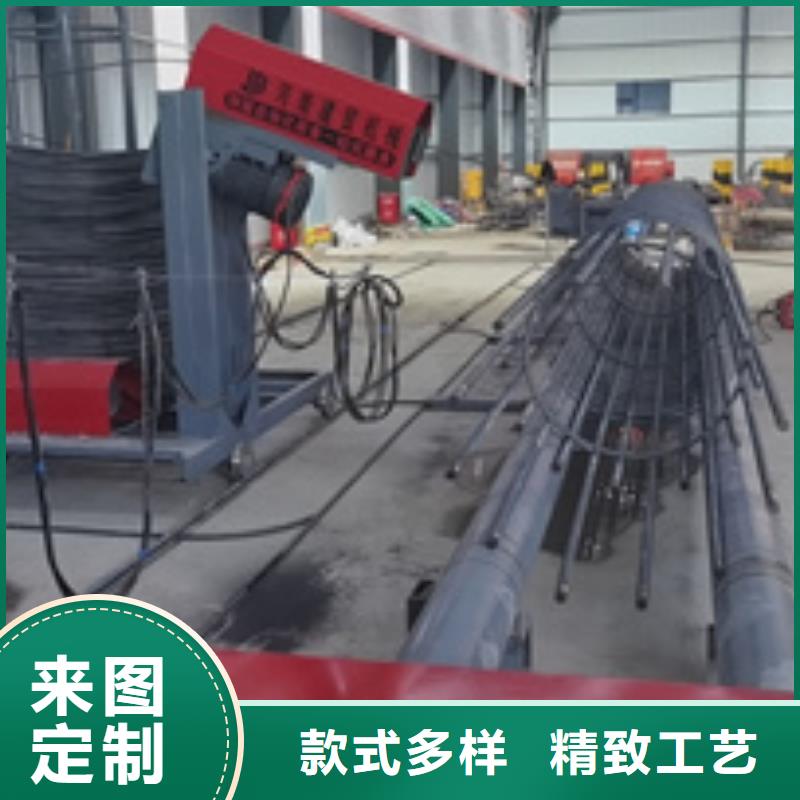
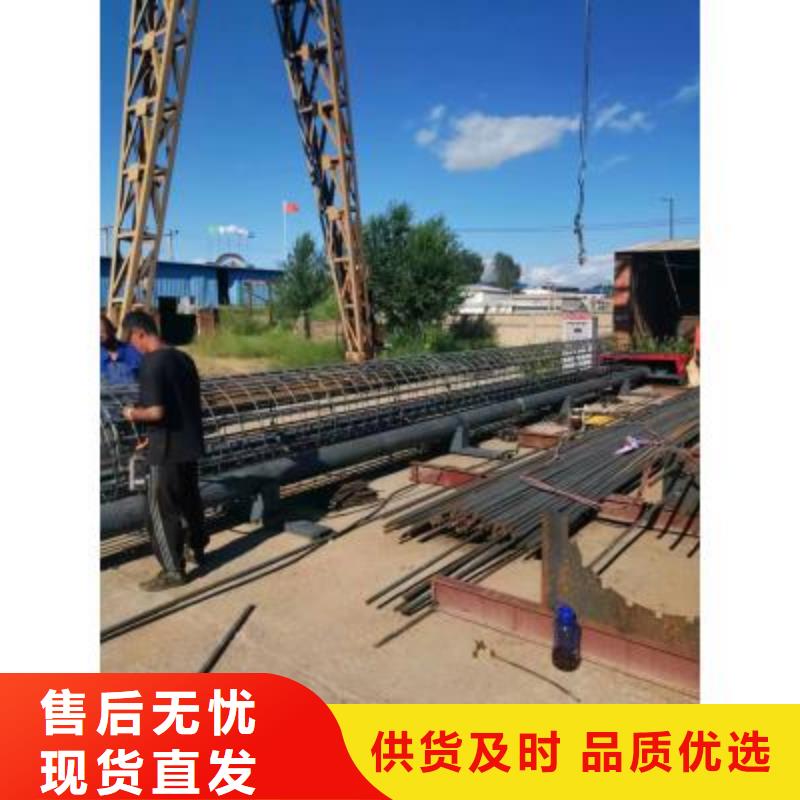
主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產(chǎn)品達(dá)到規(guī)范要求。在實(shí)際中手工生產(chǎn)鋼筋籠時(shí)工程監(jiān)理幾乎每天都到加工現(xiàn)場(chǎng)進(jìn)行檢查,而使用機(jī)械加工后,監(jiān)理對(duì)機(jī)械化加工的鋼筋籠基本實(shí)行了“”。◆箍筋拉緊不需搭接,較之手工作業(yè)節(jié)省材料1.5%,了施工成本。◆由于主筋在其圓周上分布均勻。主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產(chǎn)品達(dá)到規(guī)范要求。在實(shí)際中手工生產(chǎn)鋼筋籠時(shí)工程監(jiān)理幾乎每天都到加工現(xiàn)場(chǎng)進(jìn)行檢查,而使用機(jī)械加工后,監(jiān)理對(duì)機(jī)械化加工的鋼筋籠基本實(shí)行了“”。功耗低總功率不到15kw,同步工作不到5kw,節(jié)能而且不影響總電容的配比。上饒鋼筋籠繞筋機(jī)工作原理根據(jù)施工要求,首先上饒鋼筋籠繞筋機(jī)兩滾筒間距離,將鋼筋籠的主筋架預(yù)制好吊裝到上饒鋼筋籠繞筋機(jī)兩滾筒之間,通過(guò)穿過(guò)矯直器將盤(pán)筋穿入鋼筋籠,把盤(pán)筋(繞筋)端頭先焊接在一根主筋上,然后通過(guò)固定及盤(pán)轉(zhuǎn)動(dòng)把繞筋纏繞在主筋上,同時(shí)進(jìn)行焊接,從而形成產(chǎn)品鋼筋籠---這就是 鉆孔灌注樁上饒鋼筋籠繞筋機(jī)即“簡(jiǎn)易鋼筋籠成型機(jī)”的工作原理.
為了更好地進(jìn)行鋼筋以及鋼筋籠的生產(chǎn)工藝,現(xiàn)階段我國(guó)在進(jìn)行鋼筋生產(chǎn)過(guò)程中基本都會(huì)使用滾焊機(jī)進(jìn)行操作,這對(duì)于我國(guó)鋼筋生產(chǎn)的效率有了極大的提高。滾焊機(jī)的良好優(yōu)勢(shì)主要體現(xiàn)在以下幾方面:
1.加工質(zhì)量穩(wěn)定可靠。使用鋼筋籠滾焊機(jī)進(jìn)行鋼筋的生產(chǎn)時(shí),由于數(shù)據(jù)的統(tǒng)一,所以生產(chǎn)出來(lái)的鋼筋籠不管在質(zhì)量還是直徑大小等方面都是非常統(tǒng)一的,這就大大提高了我國(guó)鋼筋籠的總體質(zhì)量。鋼筋籠繞筋機(jī)
2.節(jié)省材料。傳統(tǒng)的鋼筋籠制造工藝,需要一些鋼筋進(jìn)行搭接工作,這就造成了鋼筋的浪費(fèi)。而使用鋼筋籠滾焊機(jī)進(jìn)行操作時(shí),不需要在進(jìn)行搭接工作,所以就可以大大節(jié)省了鋼筋原料,降低了生產(chǎn)成本。
上門(mén)服務(wù)")