


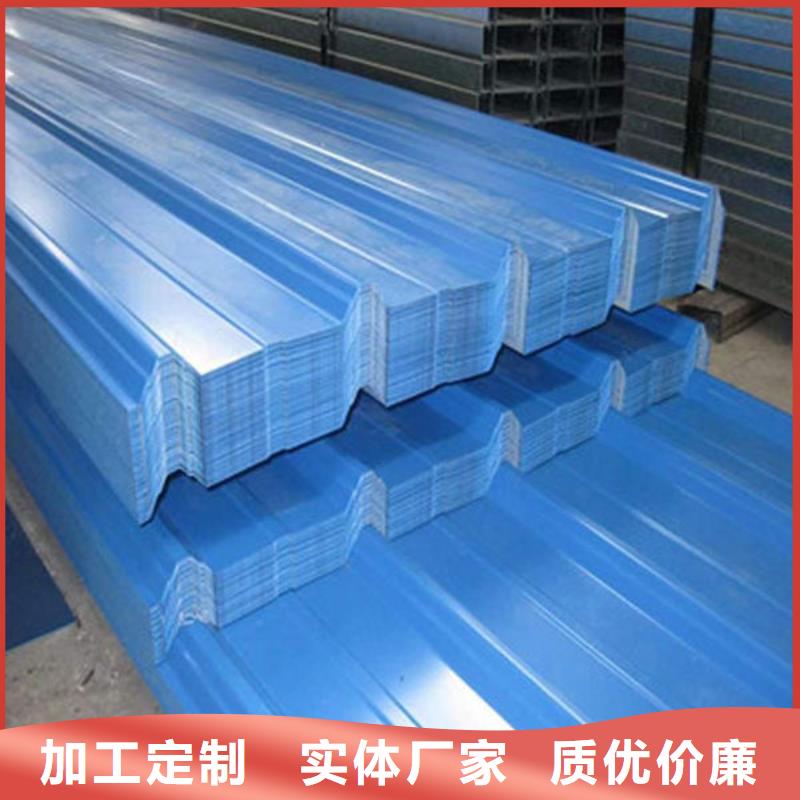


圓鋼熱切加熱爐的特點:1、圓鋼熱切加熱爐提高生產效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產效率1.6倍。2、圓鋼熱切加熱爐節(jié)約材料,提高鍛坯質量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節(jié)省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質量明顯改善。3、圓鋼鋼材熱切加熱爐節(jié)能環(huán)保,衛(wèi)生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節(jié)約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環(huán)境的影響;火災隱患得以控制。4、圓鋼熱切加熱爐減輕勞動強度,節(jié)省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節(jié)省下料人員。5、圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調節(jié),加熱溫度易控制;采用非接觸式紅外測溫頭連續(xù)測量、監(jiān)控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產生的“過燒”現(xiàn)象。
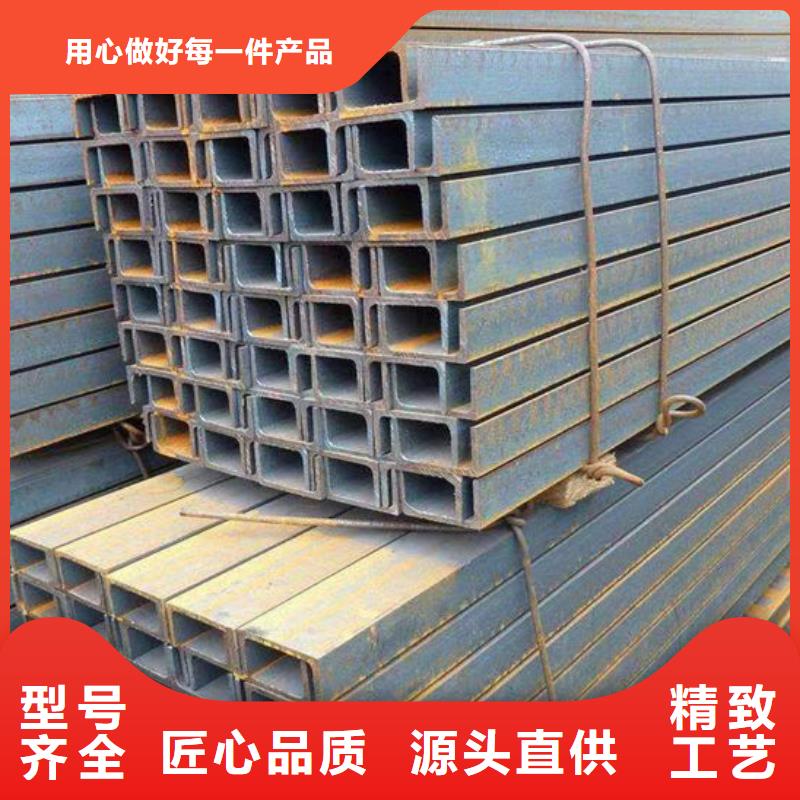
方管材質(q2 02 矩形管鋼材材質(q23 .0-10. 70×5 6.0-15.0 80×80 1. 50×4 5.0-15.0 70×70 1. bsp; 60×60 1 nbsp; 50×50 8.0 40×30 0. 120×60 -5.0&nb nbsp; 40×40 5.0 30×20 0. 100×80 -8.0&nb nbsp; 35×35 -10.0 100×60 -5.0&nbs bsp; 30×30 0 10.0 100×40 -5.0 15*15** 廣泛應用于鋼結構建筑、石油化工、制輥、造紙機械、輸油管線、水利、大型體育館、展覽館、工業(yè)廠房、高層建筑、煤礦礦井集裝箱業(yè)等領域。
螺旋鋼管廠家所生產的螺旋鋼管品種多,在裝卸過程中難免發(fā)生鋼管損傷的情況,具體事項如下:1、螺旋鋼管包裝應能避免在正常裝卸、運輸和儲存中松散和受損。2、如果需方對螺旋鋼管的包裝材料和包裝方式有特殊要求的應在合同中注明;如未注明,包裝材料和包裝方式有供方選擇。3、包裝材料應符合有關的規(guī)定。如果沒有要求包裝材料,應達符合預定的用途,避免浪費和造成環(huán)境污染。4、如果客戶要求螺旋鋼管不能在外表上有磕碰等損傷,可以考慮在螺旋鋼管之間采用保護裝置。保護裝置可以使用膠皮、草繩、纖維布、塑料、管帽等。5、薄壁螺旋鋼管由于厚壁薄可以采用管內支撐或者管外框架保護的措施。支架和外框的材料采用和螺旋鋼管材質一致的鋼料。6、 規(guī)定螺旋鋼材采用散裝的方式。如果客戶要求打捆可以酌情考慮,但是口徑必須在159MM到500MM之間,。打捆的材料使用鋼帶打包并扣緊,每道應至少擰成兩股,并根據螺旋鋼管的外徑和重量適度增加,防止松散的情況發(fā)生。7、定尺的螺旋鋼管可以不打捆。
H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國熱軋H型鋼國標(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。工字鋼與H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
