




筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")
筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")
筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")
鋼板卷筒筒體的制作方法
技術(shù)領(lǐng)域:
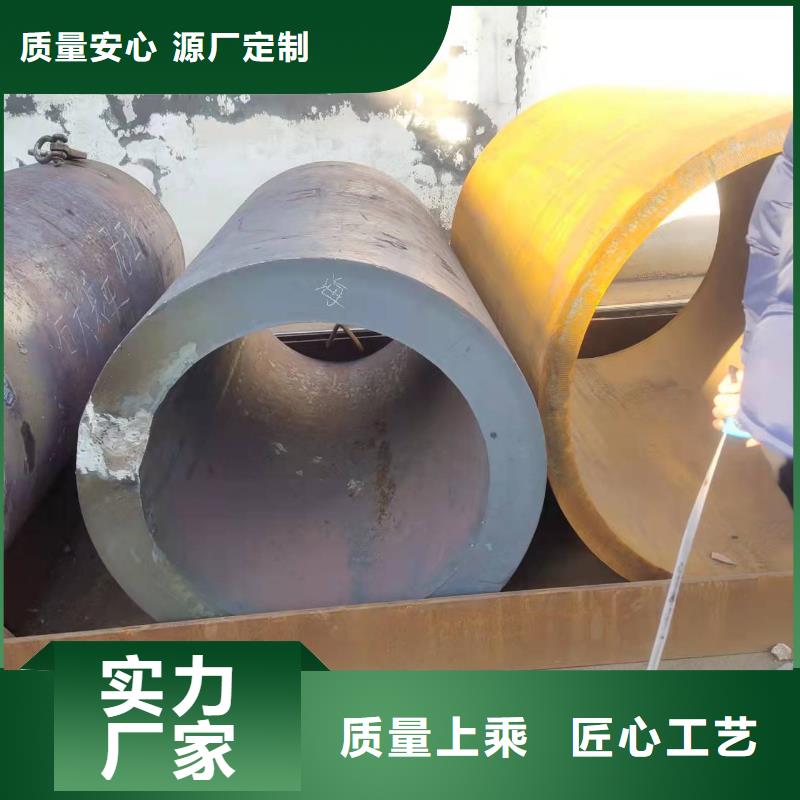
本實(shí)用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領(lǐng)域,當(dāng)長(zhǎng)度a和深度d均在50mm內(nèi)時(shí),在裂紋的兩端各延長(zhǎng)15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補(bǔ)焊,并修磨平整;當(dāng)其深度d大于50mm或累計(jì)長(zhǎng)度超過(guò)板寬的20%時(shí),除按上述方法處理外,還應(yīng)在板面上開(kāi)槽或鉆孔,增加塞焊。在卷管加工過(guò)程中,應(yīng)防止板材表面損傷。對(duì)有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過(guò)渡,且修磨處的壁厚不得小于設(shè)計(jì)壁厚。鋼板卷管采用一次性成型工藝,卷制時(shí),先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點(diǎn)焊加固,御下滾床后運(yùn)往焊接平臺(tái)施焊筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")
保護(hù)氣氛的影響
采用液氨分解氣體為保護(hù)氣氛、液氨在400℃以上將發(fā)生如下分解反應(yīng)。2NH3→3H2+N2qing氣為還原氣體,在一定條件下可以使某些金屬還原,dan氣為中性氣體。以液氨分解氣氛為保護(hù)氣體,可使卷管表面白亮光滑,因而是經(jīng)濟(jì)、理想的保護(hù)氣體。
固溶處理溫度
固溶處理溫度是固液處理工藝重要的參數(shù)之一,過(guò)高或過(guò)低都將會(huì)直接影響卷管的質(zhì)量,溫度過(guò)高鋼板卷管組織粗化,性能下降,溫度過(guò)低固溶不完全,應(yīng)力不徹底,選用1080℃?10℃,并進(jìn)行適當(dāng)保溫,碳化物得到充分溶解。
4.冷卻速度筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")
鋼板卷管 鑄造卷筒裂紋是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復(fù)雜的鑄件容易出現(xiàn)。?
產(chǎn)生原因:?
1.鑄件結(jié)構(gòu)設(shè)計(jì)不合理,有尖角,壁的厚薄變化過(guò)于懸殊?
2.砂型(芯)退讓性不良?
3.鑄型局部過(guò)熱?
4.澆注溫度過(guò)高?
5.自鑄型中取出鑄件過(guò)早?
6.熱處理過(guò)熱或過(guò)燒,冷卻速度過(guò)激?1、鋁和其他軟金屬?筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")
大多數(shù)情況下,在成型之後,以提高焊接管形質(zhì)量。也就是說(shuō),擴(kuò)徑工藝成為了大口徑直縫卷管生產(chǎn)中確保成品管質(zhì)量的道重要工序。由于拉伸試驗(yàn)不便于測(cè)試,并且由硬度換算到強(qiáng)度很方便,因此人們?cè)絹?lái)越多地只測(cè)試材料硬度而較少測(cè)試其強(qiáng)度。特別是由于硬度計(jì)技術(shù)的不斷進(jìn)步和推陳出新,如卷管,直縫焊管板和直縫焊管帶等,現(xiàn)在都已經(jīng)可能直接測(cè)試硬度了。所以,卷管機(jī)認(rèn)為存在個(gè)硬度試驗(yàn)逐漸代替拉伸試驗(yàn)的趨勢(shì)。在拋光過(guò)程中陰極鉛板表面會(huì)沉枳出層厚厚的鐵,鎳等雜質(zhì),影響鋼板卷管陰極表面導(dǎo)電,導(dǎo)致電流下降,使拋光表面的陰去,嚴(yán)重影響拋光質(zhì)量。因此,要及時(shí)將陰極板上的沉積物除去,有時(shí)形成硬質(zhì)厚膜;,要敲打才能除下,后沖洗干凈,以保為什么卷管同管段中有兩個(gè)縱向焊縫?知識(shí)y在厚壁卷管清洗和預(yù)熱過(guò)程中,首先是在噴(拋)射處理前,采用清洗的除去厚壁卷管表面的油脂和積垢采用加熱爐對(duì)管躰預(yù)熱至,使厚壁卷管表面保持干燥狀態(tài)。在噴(拋)射處理時(shí),由于厚壁卷管表面不含油脂等污垢,可增強(qiáng)除銹的效果,干燥的厚壁卷管表面也有利于鋼丸,鋼砂與銹和氧化皮的分離,使除銹后的厚壁卷管表面更加潔凈。筒規(guī)格型號(hào)表灌注樁鋼護(hù)筒質(zhì)量保證")